KEEVISÕMBLUSE VEAD Aivar Kalnapenkis 25.11.12 1 A korrektne keevitus (kaarleegi pikkus, keevituse kiirus, voolu tugevus) B Voolutugevus väike C Voolutugevus liialt suur D Kaarleek lühike E Kaarleek liialt pikk 25.11.12 aeglane F Keevituskiirus G Keevituskiirus2kiire A korrektne keevitus (kaarleegi pikkus, keevituse kiirus, voolu tugevus) B Voolutugevus väike C Voolutugevus liialt suur D Kaarleek lühike E Kaarleek liialt pikk F 25.11.12 Keevituskiirus aeglane 3 kiire G Keevituskiirus Keevisõmbluste vead 25.11.12 4 Sisselõige Põhjused: Abinõud:
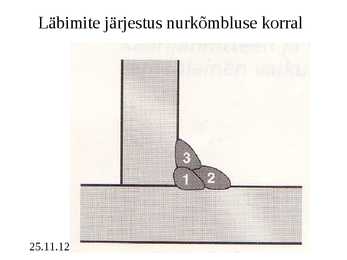
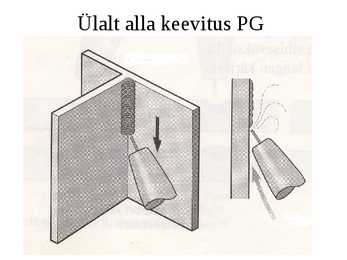
Toode valmistatakse kahest metallplaadist, mille paksus on 8 mm. Alusplaadi laius on 60 mm ning teise detaili laius 94 mm. Keevisõmbluse pikkus on 1400 mm. KEEVISLIITE ESKIIS Keevisõmblused mida kasutan (standard ISO 22553: 2000) on nõgus nurkõmblus. Asendi keevitamisel (EVS EN ISO 6947) Nurkõmblus seina alumine nurkõmblus EN: PB Arvutuslik mõõde Õmbluste pikkus kokku 1400 X 2 = 2800mm KEEVITUSVIISI OLEMUS MIG/MAG keevituse poolautomaadi skeem: 1gaasiklapp; 2keevitustraadi pool; 3traadi etteandemehhanism; 4keevitustraat; 5traadi etteande kiiruse reguleerimise nupp; 6keevituspõleti e. keevituspüstol; 7vooluallikas-alaldi; 8maanduskaabel; 9 maandusklemm; 10keevitatav toode; 11keevituskaar; 12voolukontakt e. traadidüüs; 13võrgutoitepistik; 14 kaitsegaasiballoon (CO2Ar; 80% Ar + 20% CO2; jm.); 15gaasireduktor koos manomeetri ja kulumõõturiga 16 keevitusvoolu seadistuse nupp
Tallinna Tehnikaülikool Informaatikainstituut Tõõ Andmed ja valemid Üliõpilane Õppemärkmik Õppejõud J. Vilipõld Õpperühm Palun täitke tühjad lahtrid MASB11 Harjutused Andmete tüübid Excelis Valemid ja avaldised Funktsioonid Arvandmed, -avaldised ja -funktsioonid Aadressite ja nimede kasutamine valemites Arvavaldised - tehete prioriteedid, funktsioonid Minirakendus "Detailike" - ülesande püstitus Minirakendus "Detailike" - aadresside kasutamine Minirakendus "Detailike" - nimede kasutamine Pildi hind Loogikaandmed, -avaldised ja funktsioonid Võrdlused ja loogikatehted IF-funktsioon Funktsioonid Palk & Kauba hind Viktoriin_1 Tekstandmed, -avaldised ja funktsioonid Ajaandmed, -avaldised ja -funktsioonid Ülesanded Kolmnurga karakteristikud Prisma silinder Arvvalemid Ruutvõrrand Intressi arvutamine Pall Ideaalne inimene Viktor
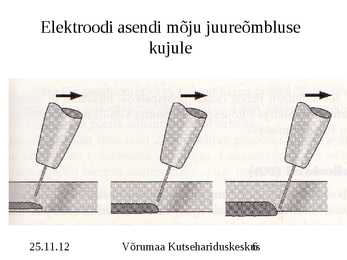
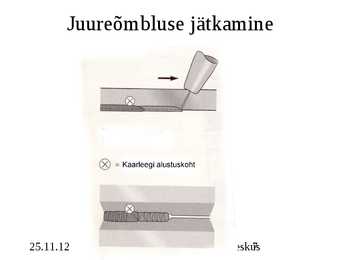
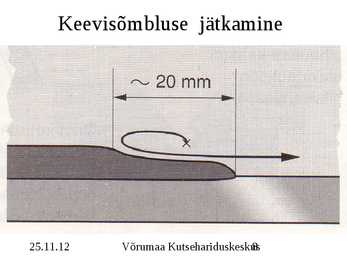
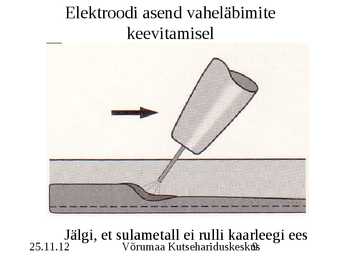
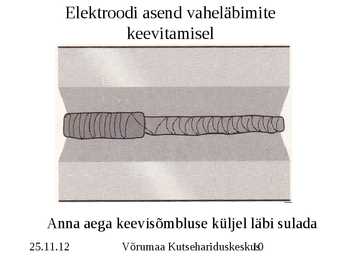
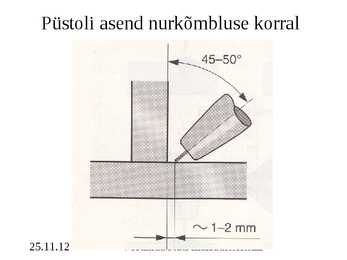
Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21 Vead keevitamisel 22
VÕRUMAA KUTSEHARIDUSKESKUS Ärinduse õppetool ÄJ-06 Eneseregulatsioon ja stress Referaat Juhendaja:Riina Juks Võrumaa Kutsehariduskeskus Referaat Väimela 2007 Terje Aarna 2 Võrumaa Kutsehariduskeskus Referaat SISUKORD SISUKORD...................................................................................................................3 SISSEJUHATUS...........................................................................................................3 1 STRESSI TEKKEPÕHJUSED................................................................................... 4 1.1 Sotsiaalmajanduslikud stressitegurid................................................................... 4 1.2 Rahapuudus...........................
1. Elektrikeevitus............................................................................................................3 2. Kaitsevahendid...........................................................................................................4 3. Keevisliidete tüübid....................................................................................................5 4. Käsikaarkeevitus e.MMA (Manual Metal Arc Welding)...........................................6 5. Käsikaarkeevituse tehnoloogia...................................................................................7 6. Keevitusvoolu ja elektroodi läbimõõdu valik............................................................8 7. Kaare süütamine.........................................................................................................8 8. Elektroodi asend ja liikumine.....................................................................................9 9. Käsikaarkeevituse seadmed..............................
Aivar Johanson Elektrikeevitus 2008 Sisukord Sisukord 2 Elektrikeevitus 3 Kaitsevahendid 4 Keevisliidete tüübid 5 Käsikaarkeevitus MMA 6 Käsikaarkeevituse tehnoloogia 7 Keevitusvoolu ja elektroodi läbimõõdu valik 8 Kaare süütamine 8 Elektroodi asend ja liikumine 9 Käsikaarkeevituse seadmed 10 Kaitsegaasis keevitamine 11 Keevitamine sulamatu elektroodiga e. TIG keevitus 11 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 12 MIG/MAG keevituse tehnoloogia 13
mehaanilise jõu rakendamisega (survekeevitus). Elekterkeevituse ajalugu algab aastast 1882.a. mil Nikolai Bernardos leiutas kaarkeevituse süsielektroodiga 1904.a. võttis Oscar Kjellberg kasutusele kattega metallelektroodi 1928.a. kasutas A. Alexander esimesena keevituspiirkonna kaitseks gaasi. Hiljem on kasutusele võetud täidis- ja metallkeraamilised keevitustraadid. Tehnika arenedes on lisandunud palju uusi keevituse liike: kontakt-, plasma-, laser-, electron-, induktsioonkeevitus jne. Keevitamisel toimub sulatatud lisamaterjali ja põhimaterjali segunemine ning nende tardumisel moodustub keevisõmblus e. keevisliide. Kaitsevahendid Elektrikeevitusega töötamisel tuleb kasutada sobivat kaitseriietust ning jalanõusid mis kaitsevad keevitajat sulametalli, räbu pritsmete, keevituse soojustoime ja muude mõjutuste eest. Parimaks kaitseriietuseks on spetsiaalne kombinesoon. Selle puudumisel






























































Kõik kommentaarid