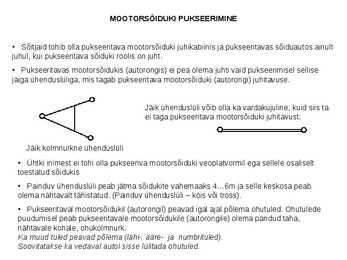
puudumisel peab pukseeritavale mootorsõidukile (autorongile) olema pandud taha, nähtavale kohale, ohukolmnurk. Ka muud tuled peavad põlema (lähi-, ääre- ja numbrituled). Soovitatakse ka vedaval autol sisse lülitada ohutuled. MOOTORSÕIDUKI PUKSEERIMINE · Pukseerida ei tohi kiiremini kui 50 km/h. · Pukseerimine on keelatud: 1. Painduva ühenduslüliga kiilasjääl, või niisugust mootorsõidukit, millel ei tööta sõidupidur või rool 2. Vardakujulise jäiga ühenduslüliga mootorsõidukit (autorongi), millel ei tööta rool. (jäiga kolmnurkse ühenduslüliga tohib sellist sõidukit pukseerida) 3. Mistahes tüüpi jäiga ühenduslüliga mootorsõidukit (autorongi), mille tegelik mass on suurem pukseeriva sõiduki tegelikust massist, juhul kui pukseeritaval mootorsõidukil ei tööta pidurid. 4. Enam kui üht mootorsõidukit (autorongi) 5. Autorongi, mille haakeseadis on rikkis 6
· Millal on oluline materjalide soojusmahtuvus? Kui planeeritakse soojustsalvesteid · Kuidas jaotatakse tulepüsivuse järgi materjale? Mittesüttivateks(ei põle ega söestu) raskestisüttivad(ei põle vaid söestuvad) süttivad(orgaanilised materjalid) · Millistel materjalidel määrab kasutusala tulekindlus? Kütttekollete materjalid · Kuidas mõõdetakse keha survetugevust? proovikeha peale surudes kuni selle purunemiseni · Kuidas mõõdetakse keha tõmbetugevust? Vardakujulise keha puruks tõmbamise jõud N/mm2 · Kuidas mõõdetakse keha paindetugevust? Murtakse pooleks talakujuline proovikeha · Millised materjalid on haprad? Haprad on materjalid mille paindetugevus (ja ka tõmbetugevus) on tunduvalt väiksem nende survetugevusest(kivimaterjalid malm klaas) · Mis on materjalide elastsus? Materjalide omadus koormise mõjul deformeeruda pragunemiseta ja pärast koormuse eemaldamist võtta tagasi esialgne kuju · Mis on materjalide plastsus
ja külgpinnas Otsfreesid kinnituvad varrega pingi padrunisse või tsangi Otsfreeesidega tehakse järgmisi töötlemisi Sooned Tapipesad . Soovituslik lõikekiirus freesimisel : Pehme puit kiirlõiketeras 50..80% Pehme puit kõvasulam 60…90% Kõva puit kiirlõiketeras 40…60% Kõva puit kõvasulam 50…80% Plaatmaterjalid 60…80% Puurimine . Puurimine on lõiketöötlemine vardakujulise lõikeinstrumendiga, millel lõikeservad paiknevad otspinnal Puuri vardale on töödeldud spiraalne soon , mille ülesandeks on laastu väljstoomine avast . Pealiikumine puurimisel on puuri pöörlemine ümber oma telje Etteandeliikumine puurimisel toimub puuri telje suunas Puurimisel tekkiv laast on kruvikujuline . Treimine . Treimine on tehnoloogiline protsess, mille tulemusena saadakse pöördkeha kujulisi detaile
produktmolekuraarkomposiit etteantud jäikuse ja elastsusega. Komponentide vahekorra muutmisega saab tugevusnäitajaid sujuvalt reguleerida. [tuntud nimetuse all: PBT/N66]. Molekulaarse kokkupõimimise meetodil on õnnestunud maatriksvaigu tugevusnäitajaid parandada 50...70%. Jaapanis on saadud silmapaistvaid tulemusi nailon66 molekulaarsel kokkupõimimisel kevlariga. Pook - kopolümerisatsioon Meetod seisneb elastsust tagavate oligomeeride pookimises jäiga vardakujulise polümeerse ahela Külge. Sihtprodukti omadusi varieeritakse põhiahela ja pook-oligomeeri valikuga. Sel meetodil on suudetud tõsta maatrikavaigu tõmbemoodulit kuni 15 korda ja tõmbetugevust tõsta kuni 2 korda. Meetod on osutunud enam kasulikumaks tõmbetugevuse reguleerimisel. Näiteks epoksüvaigu või n3 pookimine kevlari (aramiid) külge. Kuna aktiivsed tsentrid (funktsionaalsed rühmad) paiknevad piki kevlari ahelat, siis tekib hargnenud pook kopolümeer:
booraksit, tsinkkloriidi vesilahust jt. a) happelised HCl baasil, b) happevabad kampol - glütseriin, c) aktiviseeritud räbustid salitsüülhappe lisandiga. Tina- plii joodised ei ole niiskes keskkonnas korrosioonikindlad. Kaetakse lakiga või värviga. Tinajoodised on tugevad, plastsed, korrosioonikindlad, kasutatakse raadio- ja elektroonikaaparaatide detailide jootmisel. Pehmete joodiste puhul kasutatakse jootetõlvikut - kolbi elektrilist või ääsil kuumutatav (otsik vasara, vardakujulise sablon-fassongkonstruktsiooniga). Kõvadejoodiste saamiseks kasutatakse gaasipõletit, jootelampi või induktsioon kuumutusahju, siis kasutusel pastajoodised. Happevabad räbustid (kampoli baasil) kasutusel peamiselt elektrimontaaztöödel. Kõvajoodist vask - tsink 950°C kasutatakse vase, messingi, pronksi ja terase jootmisel. Ag + Cu + Zn - vase , vasesulamite, roostevabaterase, hõbeda, plaatina ja volframi jootmisel. Al + Si + Cu(Zn) (410 ÷ 550°C juures) - Al jootmisel.
> Koormus mõjumise järgi jaotatakse painde, tõmbe, surve, väände, nihke ja löögideformatsiooniks. > Materjalid jagatakse deformeerumise järgi sitketeks ja haprateks. > Sitketel materjalidel on deformatsioonid hästi täheldavad(teras). Nad kas pikenevad või lühenevad jõu mõjul enne purunemist. Tõmbetugevus, RT > Tõmbele kontrollitakse suuri defotmatsioone omavaid materjale (metallid). Proovikehad on vardakujulise ja need rebitakse pooleks. Survetugevus > Survetugevusele katsetatakse reeglina hapraid materjale, mis purunevad ilma nähtavate deformatsioonideta. > Sellise materjalide survetugevus on 5...20 korda suurem kui tõmbetugevus. Kui ehitusmaterjalid töötavad nad põhiliselt survele. Näiteks betoon. Paindetugevus, Rp > Paindetugevus e ka tõmbetugevus paindel määratakse materjalidele, mis töötavad paindele. Määramisel on