anti, täishääliku ees ant (anti `vastu, vastas, vastand') anti/biootikum, anti/friis, anti/staatik, anti/paatne, ant/onüüm, ant/agonistlik astro (astron `täht') astro/noom, astro/füüsika, astro/ühik auto (autos `ise') auto/gramm, auto/didakt, auto/kraatlik biblio (biblion `raamat') biblio/graafia, biblio/fiil, biblio/kirje bio (bios `elu') bio/loogia, bio/mass, bio/rütm, bio/sfäär deka (deka `kümme') deka/liiter, dek/aad demo (dmos `rahvas') demo/graafia, demo/kraat di (dis `kaks korda') di/lemma, di/oksiid dia (dia `läbi, laiali, lahku') dia/positiiv, dia/meeter disko (diskos `ketas') disko/teek, disko/rütm droom (dromos `jooks') auto/droom, velo/droom, kordo/droom düs (dys, väljendab häiret, riket, raskust, puudulikkust) düs/graafia, düs/pepsia, düs/troofia epi (epi `juures, peal, pärast, üle, vastu, järel') epi/goon, epi/loog, epi/tsenter, epi/teel etno (ethnos `rahvas') etno/graafia, etno/lingvistika
nimetatakse lahtisteks (kraadisoonega) stantsideks ja kinnisteks (kraadisooneta) stantsideks ning stantsimist selliste vagudega stantsides vastavalt vormstantsimiseks avatud stantsides e. kraadiga vormstantsimiseks ja vormstantsimiseks kinnistes stantsides e. kraadita vormstantsimiseks. Kraadisoonega stantsides surutakse üleliigne metall peale vao täitumist spetsiaalsesse kraadisoonde, milles moodustub kraat. Kraadisoon koosneb kahest osast kraadisoone sild ja kraadisoone salv. Kraadisoon projekteeritakse selliselt, et kõigepealt täituks metalliga stantsivagu ja alles seejärel algaks üleliigse metalli voolamine kraadisoonde. Hiljem kraat eemaldatakse eraldi kraadilõikestantsis. Avatud vaoga stantside eeliseks on võimalus kasutada suhteliselt ebatäpseid toorikuid. Puuduseks on metallikadu kraadile ja täiendava operatsiooni vajadus kraadi eemaldamiseks.
Süvendi valmistamiseks on kasutatud grafiidist valmistatud elektrood. Vastus andke täpsusega üks koht peale koma. Vastus: 254.5 Küsimus 10 Elektrokeemilise freesimise eeliseks on Õige Vali üks: Hinne 7 / 7 a. töötlemise madal sügavus Märgista küsimus b. tekkib kraat c. materjali kadu on väike d. detaile saab töödelda ainult ühekaupa Küsimus 11 Elektrokeemilisel stantsimisel elektrolüüdina kasutatakse Õige Vali üks: Hinne 7 / 7 a. NaCl Märgista küsimus b. NaO3 c. CaCl3 d. Al2O3
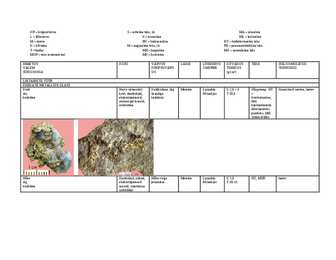
kirmed HT Teemant Oktaeedrilised, Värvitu, kollakas, Teemandi L selge K 10 MUA Murdumisnäitaja 2,42, 1 C kuubilised, punakas, sinakas, M ebatasane T 3,5 plahvatuslõõrid kraat = 0,2 g Kuubiline dodekaeedrilised must es, kristallid Grafiit Lehelised, Tumehall Metalne L täiuslik K 1, MO Teeb kriipsu paberile, C soomusjad agreg., katsumisel orgaanilise C määrib sõrmi
kontuuri mööda; • kujumuute- ehk vormimisoperatsioonid, kus tasa- pinnalisele toorikule antakse ruumiline vorm. Joonis 10. Maht- (a) ja lehtvormimisprotsessid (b) 16 22. Kraadisoonega vasarstants Kraadisoonega stantsides surutakse üleliigne metall pärast vao täitumist spetsiaalsesse kraadisoonde, milles moodustub kraat. Kraadisoon koosneb kahest osast – kraadisoone sild ja kraadisoone salv. Kraadisoon projekteeritakse selliselt, et kõigepealt täituks metalliga stantsivagu ja alles seejärel algaks üleliigse metalli voolamine kraadisoonde. Hiljem kraat eemaldatakse eraldi äralõikestantsis ehk kraadilõikestantsis. Joonis 11. Kraadisoonega vasarastants 23. Sügavtõmbamine Sügavtõmbamine on lehtstantsimise vormimisoperatsioon, kus tasapinnaline toorik
vibratsioonile. Kui on vaja saavutada ilma kraadita detail tuleks kasutada nurga all asetsevat lõikeserva. Teistel juhtudel annab 0⁰ lõikeserv parema tulemuse 6 ning on efektiivsem. Väiksem nurga raadius tekitab väiksema kraadi ja on parem laastu eraldumine madalatel lõikekiirustel. Suurem nurga raadius nõuab suuremat ettenihe ja tagab pikem tööriista eluiga. Kraat tekib alati kasutades 0⁰lõikeservaga plaati. Teraga ei tohi liikuda üle detaili telje. Sisetreimisel o Mida suurem tööriista läbimõõt seda parem tulemus, kuid võib tekkida probleeme laastu eemaldamisega. Tooriku paindumine o Mida kaugemal pakkidest soont töödeldakse, seda suurema paindemoment tekib. Tekib oht vibratsioonile. Laast o Lõikeprotsessi käigus töödeldakse soone külgpinnad