Autode puhul kasutatakse : Punktkeevitust -kerede,katmike jne lehtmaterjalist detailide valmistamisel ja remondil. Joon(rull)keevitus on lehtmaterjalist detailide (kütusepaagid,summutid jne) ermeetiliseks liideteks tegemiseks. Põkk-keevitus detaili osade liitmiseks , nt klapivalmistamisel,klapipea-säär Autode remondil kasutatakse punktkeevitust kas paiksete seadmete või käsitsi kasutatavate nõnda nimetatud keevitustangide abil.Detailid tuleb keevituseks ettevalmistada , keevitus kohad peavad olema täiesti puhtad vanast värvist ,roostest ning rasvastastud.Kuna keevitus pinge on madal , siis ka õhuke vahekiht takistab voolu läbimist. Detailid fikseeritakse kindlas asendis ning surutakse tihedalt kokku , mis on eriti oluline keevitustangide kasutamisel.Mitte liibuvatel lehtedel võivad tekkida läbikeevitamis augud.Oluline on liite kohale rakendada õige surve . Kui elektroodide surve on ebapiisav , siis detaili ebatasasused ei kao ja suure voolutiheduse tõttu
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutööd metallide tehnoloogias 2009/2010 õ.-a. Töö nimetus: Keevitamine Töö nr. 2 Üliõpilane: Mihkel Tedremaa Rühm: Isiklik kood: 082804 MAHB-32 Juhendaja: Töö tehtud: Esitatud: Arvestatud: Andres Laansoo 20.10.2009 25.10.2009 Lähteülesanne Kuna minu õppekoodi viimane number on 4, on ülesandeks 6 mm läbimõõduga konstruktsiooniterase plaadi põkkliites keevitamine elektroodikeevituse või MAG- keevitusega. Tootmisviisiks on üksiktootmine ja detailide kokku minevad otsad on faasitud. Keevisliite eskiis: Täpsustuseks tuleb mainida, et kuna kaks te...
Koostas: Reppy 21.11.2012 Keevitamine 1. Keevitusprotsesside Liigitus: Käsikaarkeevitus Keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG) Kontaktkeevitus Plasmakeevitus 2. Metallide keevitatavus: Keevitatavuseks nimetatakse ühesuguste või erinevate metallide omadust moodustada kvaliteedinõuetele vastav keevisliide. Keevitatavus sõltub keevitatavast materjalist, kasutatavast keevitustehnoloogiast, samuti keevisliite konstruktsioonist. Praktikas on
Kooli nimi Tööstustehnoloogia Oma Nimi KEEVITAJA TÖÖKOHT JA SELLELE ESITATAVAD NÕUDED Iseseisev töö Juhendaja: Juhendaja Nimi Viljandi 2011 1. Tuletöö kohale esitatavad üldnõuded (1) Tuletööd tehakse üksnes kohas, kus on arvestatud võimaliku tule- ja plahvatusohuga ning võetud tarvitusele abinõud nimetatud ohtude vältimiseks. Tarvitusele võetud abinõud välistavad tuletöö tegemisel tulekahju ja plahvatuse toimumise. (2) Tuletööd tehakse võimaluse korral alalises tuletöö kohas. Juhul kui tuletööd ei ole võimalik teha alalises tuletöö kohas, võib tuletöö tegemiseks kasutada ajutist tuletöö kohta. 2. Alaline tuletöö koht (1) Alaline tuletöö koht on spetsiaalselt tuletöö tegemiseks projekteeritud või kohandatud ...
Elektroodikate võib olla happeline (A), aluseline (B), tsellulooskate (C) või rutiilkate (R). Elektroodkeevituse eeliseks on see, et selle meetodiga saab keevitada mitmesugustes ilmastikuoludes ja väga mitmesuguseid materjale. Puuduseks on see, et elektroodi peab iga vähese aja tagant vahetama ning keevisõmblus tuleb alati puhastada slakikoorikust seega on elektroodkeevitus aeganõudvam. 2. Traatkeevitus inertgaasi keskkonnas Joonis 2. MIG-MAG keevitus MIG metallic inert gas. Euronormidele vastav tunnusnumber on 131. Kõige levinum keevitusel kasutatav inertgaas on argoon, Ar. Laialdaselt kasutatakse argooni ja süsihappegaasi segu, näit AGAMIX-20, Kus argooni on 80% ja süsihappegaasi 20%. (Vt joonis 2). 3. Traatkeevitus aktiivgaasi keskkonnas MAG metallic activ gas. Euronormidele vastav tunnusnumber on 135. MAG keevituses kasutatakse aktiivgaasina süsihappegaasi, CO2. (Vt joonis 2). MIG-MAG keevituse agregaat
kvalifikatsioon kvalifikatsioon on poolautomaatsekeevitusega, kõrge seega tööjõu kvalifikatsioon on madal Eelised Suur tootlikus, Sobib kasutada kõikides puudub vajadus keskkonna tingimustes, puhastada räbu, keevitada saab sõltumata parem õmbluse asendist, keevitus seadmed kvaliteet on lihtsasti teisaldavad Puudused Sobimatus Keevituskiirus ja tootlikus välistingimustes, on väike, elektroode peab keevitustraatide vahetama valik on väiksem MAG-keevitamine Keevitamisel tekitatakse traadikujulise elektroodi ja keevitatava
Autode ja remondiosakond Autotehniku töövahendid Referaat Juhendaja : Üllar Kivi Tartu 2012 Sisukord 2 Contents Sissejuhatus:.......................................................................................................... 3 MIG-MAG Keevitus.................................................................................................. 4 MIG/MAG keevituse seadmed................................................................................. 5 Kasutus................................................................................................................... 7 Keevitusõmblus...................................................................................................... 8 Kaitsevahendid................................
Sõidukite turuväärtuse- ja liikluskahjude hindamine GreBert OÜ 5 OÜ Grebert on loodud 2009 aasta alguses. Töökoda asub Sürgavere küla keskel, 5 km Viljandi- Imavere maanteest. Klientidele pakume varuosasid ja lisavarustust enamlevinud automarkidele. Teostame rehvitöid, sõiduautodele veermiku- ja mootoriremonti. Summutajate remont. Võimalik tellida erinevaid metallitöid: treimine, keevitus... Pakume oma klientidele järgmisi teenuseid: Sõiduautode varuosade müük ja paigaldus Lisavarustuste müük ja paigaldus Sõiduautode veermiku remont Mootorite remont Rehvide müük Rehvitööd (rehvivahetus ja tasakaalustamine) Summutajate remont ja vahetamine Metallitööd (treimine, keevitus) Lehola autoteenindus OÜ 6
OLUSTVERE TEENINDUS- JA MAAMAJANDUSKOOL Gaaskeevitus Referaat Koostaja: Rauno.R 2013 Sisukord Sisukord....................................................................................................2 Sissejuhatus.................................................................................................3 Üldskeem...................................................................................................4 Atsetüleen ja teised põlevgaasid.........................................................................5 Keevitusleek................................................................................................6 Keevitusleeg...
Olustvere Teenindus ja Maamajanduskool Referaat Gaaskeevitus Autor: Aivo Puusild PM1B 2012 Sisukord: 1.Gaaskeevituse üldskeem 2.Atselüün ja teised põlevgaasid 3.Keevitusleeka 4.Kasutatud materjalid 1. Gaaskeevituse üldskeem Gaaskeevitus kuulub sulakeevituse rühma. See on lihtne protsess, mis ei nõua keerukaid seadmeid ega elektrienergiaallikat. Gaaskeevituse puudusteks kaarkeevitusega võrreldes on väiksem keevituskiirus ja suurem kuumenemispiirkond e. termomõju tsoon. Gaaskeevitust rakendatakse soovituslikult kuni 6 mm paksusest lehtmetallist toodete valmistamisel ja parandamisel. Kasutatakse peamiselt väikese ning keskmise läbimõõduga torude montaazil, õhukeseseinalistest torudest liidete ja sõlmede keevitamisel. Keevitada saab vaske,...
aga kuumenenud vajaliku temperatuurini, alustatakse joodise viimist jootekohta. Et praod täituksid joodisega täielikult, kuumutatakse jootekohta põletiga veel veidiaega peale seda kui joodise pealeandmine on lõpetatud. Pärast jootmise lõpetamist peab jootekoht aeglaselt maha jahtuma, räbustijäägid tuleb hoolikalt kõrvaldada. 6 Metallide keevitamine Keevitus on protsess, kus kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine. Võidakse kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse metalle, plaste, klaasi, komposiite jm. keevitamist kasutatakse ka pealesulatuseks. Kaarkeevitus Kaarkeevitusel kasutatakse keevituskaart, mis on kaarlahendus. See tekib keevitamisel elektroodi otsa ja detaili vahel metalliaurude ning kaitsegaaside, elektroodikatte või räbusti
...............................................................................................3-7 3.kaitsevahendid …...................................................................................................8-9 4.Elektroodid...............................................................................................................9 5.Varraselektroodid käsikaarkeevituseks ….......................................................9-10 6.Keevitamine sulava elektroodiga e. MIG/MAG keevitus ….............................10 7.vead keevitamisel..................................................................................................10 8.Kokkuvõtte............................................................................................................11 9.kasutatud kirjandus..............................................................................................12 2 Sissejuhatuses
Kooli Nimi Osakonna nimi Oma Nimi GAASIKEEVITUSE GAASID Iseseisev töö Juhendaja Juhendaja Nimi Pärnu 2009 Gaasikeevitus kuulub sulakeevituse rühma. Võrreldes kaarkeevitusega on gaasikeevitusel väiksem keevituskiirus ja suurem kuumutuspiirkond. Gaasikeevitusel kasutatakse järgnevaid põlevgaase: atsetüleen, propaan, looduslik gaas, vesinik, bensiin ja petrooleumi aurud. Atsetüleen. (C2H2) Atsetüleen on põhiline põlevgaas mida kasutatakse gaasikeevituse ja lõikamise juures. Tema leegi temperatuur võib ulatuda kuni 3150 oC-ni. Atsetüleen on värvitu ja terava küüslaugu lõhnaga gaas. Ta on plahvatusohtlik 0,15 -0,20 MPa rõhu all plahvatab sädemest või leegist n...
Valtsimine - vertikaalne tsentrifugaalvalu. Survetöötlemise pidevprotsess (joonis: valts) Tsentrifugaalvalu eeliseks on võimalus saada Valtsimine produkt- valtsmetall: sisemise õõnsusega valandeid kärne kasutamata, - Plekk liigitakse: paks (4-160mm), õhukene (0,2- samuti poorsuse puudumine ja valandite täpsus. 3,9mm); foolium (0,2mm) Puudub - Torud: õmbluseta toru; keevitus toru vajadus valukanalite süsteemi järgi. - Spetsiaalsed valts toode: periodilised profiilid; Tsentrifugaalvalu teel toodetakse kõige enam kuulid; rõngad; tervikrattad; hammasrattad jne õõnsaid valandeid, näiteks malmtorud, 2. Ekstrudeerimine automootori malmhülsid. Pidevprotsess mille puhul konteinerisse 7) Täppisvalu paigutatud toorik surutakse templi abil läbi
Eelised Lai keevitavate materjalide Saab keevitada õhukest plekki, valik, kasutatav kõikides keevitaja lühike väljaõppeaeg. keskonna tingimustes, lai Kõrg tootlikus, pidev elektrood lisaainevalik, seadme hea traadikujul, keeviamisel ei teki transporditavus, lihtne räbu, võimalik keevitada ruumi keevitusparameetrite asendis, keevitus traadil puudub seadistamine, õmbluse hea katte, seega vähm suitsu kvaliteet Puudused Väike tootlikus, halb CO2-keevitamisel suur pritsmete mehhaniseeritavus, protsessi hulk, keevismetalli gaasikaitse mittepüsivus, palju kahjulikke puudumist välitingimustes ning keevitusgaase, tuuletõmbe käes. elektroodidekatete
5. Vabastada reduktori reguleerimiskruvi. 1.5.2 Injektorita põleti leegi süütamise operatsioonide järjekord. Injektorita põleti leegi süütamise operatsioonide järjekord: 1. Aeglaselt avada balooni ventiilid. 2. Avada hapniku ja atsetüleeni ventiilid reduktoritel ning seada töörõhk. 3. Avada põletil põlevgaasi ventiil. 4. Süüdata gaasileek. 5. Gaasileek reguleerida põleti hapniku ventiiliga. 1.5.3 Vasaksuunaline ja paremsuunaline keevitus. Gaaskeevitusel kasutatakse parem- ja vasakkeevitust (rightward and leftward welding). 1.5.3.1 Paremsuunaline keevitus. Paremsuunalisel keevitusel (rightward welding) liigub põleti vasakult paremale, gaasileek suunatud kuumenenud õmblusmetallile, keevitustraadi antakse põleti järle. Põleti suudmikuga võngutatakse ristisihis või mööda spiraali. Kuna leek on suunatud juba keevitatud õmblusele, 6
Terasel on 500...600°C. Külmsurvetöötlemisega kaasneb kalestumine (deformatsiooni aste on piiratud). Kuumsurvetöötlemine survetöötlemine temperatuuridel, mis on üle Me-sulami rekristslliseerumistemperatuuri. Terasel on · Veealuseks keevitamiseks kasut elektroodkeevitust 37. MIG/MAG keevitus MIG/MAG keevitus (sulava elektroodiga kaarkevitamine kaitsegaasis) - MIG-keevitamine (kakevitamine inertgaasis nt. argoonis)
1· Keevitatavad materjalid ja nende suurim paksus 2· Protsessi tootlikkus, pidevus, sobivus keskkonnatingimustele 3· Elektroodmaterjalide ja kaitsegaaside vajadus 4· Õmbluste kvaliteet ja vajadus õmbluste puhastamises 5· Piirangud õmbluste asendile ja ligipääsetavusele 6· Keevitusprotsessi parameetrite reguleeritavus 7· Keevitaja kvalifikatsioon Võrreldav Gaaskeevitus Punktkontakt keevitus aspekt kuni 6mm paksus Cu- ja Al- sulameid 1 lehtmetallist toodete valmistamisel madalsüsiniku terased, roostevaba teras Cu, Al, (+ nende sulameid) Pb, Malmi , maksimaalselt 6mm madal tootlikkus kõrge tootlikkusega 2 kasutegur on ~(30-60)% pidevus puuduv Suur kulutus keevitusgaasidele
Olustvere Teenindus- ja Maamajanduskool PM1A Magnus Torop Keevitamine Referaat Elektrikeevitamine kaitsegaaside keskkonnas Olustvere 2016 Sisukord: 1. Üldiselt keevitamisest 2.Elektroodkeevitus 3. Traatkeevitus inertgaasi keskkonnas 4.Traatkeevitus aktiivgaasi keskkonnas 5. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 6. Gaaskeevitus 7. Teraste keevitatavus 8. Keevitusasendite markeering ja tüübid 9. MIG keevituse tööpõhimõte 10. Käpa ettevalmistamine 11. Keevitusaparaadi ettevalmistamine keevitamiseks 12. Traadi etteandmine 13. Kaitseklaasi valik 14. Keevitamine 15. keevitusdefektid 16. Keevituse ettevalmistuses on oluline 17. Keevituse töövõtetes tuleks silmas pidada SISSEJUHATUS
OTMK referaat Co2 ehk traatkeevitus Koostaja: Juhendaja:Heino Kannel 2014 aasta. Sisukord: 1.üldiselt keevitamisest 2.üldiselt keevitamisest 3.elektroodkeevitus 4.traatkeevitus inertgaasi keskkonnas 5.traatkeevitus aktiivgaasi keskkonnas 6. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 7.gaaskeevitus 8.teraste keevitatavus 9.keevitusasendite markeering ja tüübid 10.MIG keevituse tööpõhimõte 11.käpa ettevalmistamine 12.keevitusaparaadi ettevalmistamine keevitamiseks 13.traadi etteandmine 14.kaitsegaasi valik 15.keevitamine 16.keevitusdefektid 17. Keevituse ettevalmistuses on oluline 18. Keevituse töövõtetes tuleks silmas pidada 19.ohutus keevitamisel Üldiselt keevitamisest:
Selle keevitusmeetodi eelised ja puudused teiste keevitusmeetoditega võrreldes. Elektroodkeevitamine kuulub ilma kaitsegaasita kaarkeevitumeetodite rühma. Elektroodkeevitamist kasutatakse kõikide teraseliikide, malmi, Cu-sulamite, piiratult ka Al- sulamite keevitamiseks. Eelised: Sobib materjali paksustele üle 1,0..1,5mm. Kasutatav kõikides keskkonnatingimustes, võimalus keevitada õmbluse ruumis suvalise asendi puhul, suhteliselt lihtsad ja teisaldatavad keevitusseadmed. Puudused: Keevitus ja tootlikus on väiksed, kuna ajakaod tekivad elektroodi vahetamisel ja kaare taassüütamisel. 4.MIG/MAG keevituse meetodi üldkirjeldus. Selle keevitusmeetodi eelised ja puudused teiste keevitusmeetoditega võrreldes. MIG/MAG keevitus on tänapäeval maailmas enim levinud keevitusmeetod. Laevaehtiuses ja remondis kasutatakse. MAG-keevitamine ehk kaarkeevitamine aktiivkaitsegaasis. MIG-keevitamine ehk kaarkeevitamine inertgaasis.
Töökoha riskianalüüs Üliõpilane: Matriklinumber: Õpperühm: Juhendaja: Tallinn 2014 Hinnatava töökoha kirjeldus Töökoht: keevitaja (valitud õppejõu fotode hulgast (Moodle-s) Töö toimub siseruumis, metallide keevitamise töökojas. Seal on töötaja, kes keevitab metallkonstruktsioone ettevalmistatud toorikudest. Töö tegemiseks ta kasutab keevitus seadet, töölauda, materjaliks on metalltorud, mida ta paigaldab kronsteinidega. On arusaadav, et töötaja teeb ainult sellist tööd terve tööpäeva, sest isegi töölaud on mõeldud kindla konstruktsiooni jaoks. Juba tuvastatud ohuteguritest saab märgata: töökohtade vahel vahesein, et mitte pimestada teist töötajat (kes on seina taga); töökoha liikuv ventilatsioon, et vähem mürgitada töötajat (kes hetkel keevitab); piisavat töökoda valgustust, et töötaja vähem
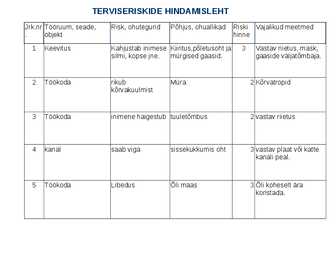
TERVISERISKIDE HINDAMISLEHT Jrk.nr Tööruum, seade, Risk, ohutegurid Põhjus, ohuallikad Riski Vajalikud meetmed . objekt hinne 1 Keevitus Kahjustab inimese Kiiritus,põletusoht ja 3 Vastav riietus, mask, silmi, kopse jne. mürgised gaasid. gaaside väljatõmbaja. 2 Töökoda rikub Müra 2 Kõrvatropid kõrvakuulmist 3 Töökoda inimene haigestub tuuletõmbus 2 vastav riietus
Elektrienergia jaotuse kohtades tarbijate vahel seatakse üles pingemadaldustrafod, mis vähendavad pinge vajaliku suuruseni, näiteks 6 kV-ni ja lõpuks vähendatakse pinge veel kord elektrienergia tarbimispaikades madaldustrafode abil 127, 220 või 380 voldini ning juhitakse vahetult elektritarbijateni ettevõtetes või eluruumides. Peale nende põhiliste rakendusalade kasutatakse trafosid mitmesugustes elektriseadmetes (soojendus- ehk kütte-, keevitus jms.), samuti raadio-, side-, automaatika- jne. Seadmetes. Sõltuvalt otstarbest jaotatakse trafod üldotstarbelisteks jõutrafodeks ja eritrafodeks. Üldotstarbelisi jõutrafosid kasutatakse elektrienergia ülekande- ja jaotussüsteemides pingekõrgendus ning pingemadaldustrafodena Eritrafode hulka kuuluvad eriotstarbelised jõutrafod (ahju-, alaldus-, keevitus-, raadiotehnilised trafod), sääste-, mõõte-, teimi-, sagedusmuundus- jt. trafod. Trafod jagunevad ühe- ja mitmefaasilisteks.
Harjutustöö variandi andmed: Variant 4. masstootmine, materjal- konstruktsiooniteras, keevitusviis- 3 või 141 Gaaskeevitus(3) TIG-keevitus(141) Eelised Gaaskeevituse eeliseks on TIG-keevitusel saadakse ilma räbu ja võimalus keevitada kõigis oksiidilisanditeta siledapinnaline ruumilistes asenditeserinevaid õmblus. Teraste keevitamisel keevisõmbluse tüüpe, võimalus kasutatakse päripolaarset alalisvoolu, reguleerida keevitusenergiat mis tõstab elektroodide püsivust. sobivate mõõtmetega suudmiku Võimalik keevitada kõiki metalle. Sobib valikuga. Saab keevitada teraste ja kõrglegeerteraste kitsastes tingimustes. Keevitaja keevitamiseks. TIG-keevitus pakub näeb vahetult tekkinud õmblust. ...
kui põletisse suunatava atsetüleeni ühe mahuühiku kohta on vähem kui 0,95 mahuühikut hapnikku. Sellise leegi tuuma piirjooned kaotavad oma piirid, tuuma otsale tekib rohekas kroon, mille järgi otsustataksegi atsetüleeni ülehulga üle. Töötsoon on tunduvalt heledam ja sulab tuumaga peaaegu ühte, loit aga muutub kollakaks. Atsetüleeni suure ülehulga puhul hakkab leek suitsema, sest atsetüleeni täielikuks põlemiseks ei jätku hapnikku. Parem- ja vasaksuunaline keevitus Paremsuunaline keevitamine Paremsuunalise keevitamise puhul keevitatakse vasakult paremale, keevitusleek suunatakse õmbluse keevitatavale osale, keevitustraat aga liigub põleti järel. Põleti suudmikuga võngutatakse ristsihis. Kuna leek on suunatud juba keevitatud õmblusele, on keevitusvann hästi kaitstud õhuhapniku ja õhulämmastiku eest ning õmblusemetall jahtub kristalliseerumisel aeglasemalt. Leek kuumutab pealesulatatud metalli, mille tõttu toimub õmblusemetalli ja
Olustvere Teenindus- ja Maamajanduskool Põllumajandus nimetu KEEVITUS Referaat Olustvere 2017 Sisukord Sissejuhatus 3 1. Gaaskeevitus 4 1.1 Gaaskeevituse põhimõte 4 1.2 Injektorpõleti 5 1.3 Surugaasireduktorid 6 1.3.1 Hapnikureduktori skeem 6 1.4 Gaaskeevituse võtted ja asendid 7 2. Ohutusnõuded ja kaitsevahendid 8 Kokkuvõte 10 Kasutatud allikad 11 Sissejuhatus
24.Mis on tuletööde luba? Objekti omaniku või valdaja luba tuletööde tegemiseks objektil. 25.Kes annab tuletööde loa? Objekti omanik või valdaja. 26.Miks on tuletööde luba vajalik tuletööde tegemisel? Et määratleda tuletööde tegija õigused ja kohustused. 27.Nimetage bituumenmaterjalide lauskeevituse tööde järjekord. · Paika mõõtmine ja parajaks lõikamine · Poole rulli kokku kerimine · Teise poole paika jätmine · Kokku rullitud poole keevitus · Teise poole kokku rullimine ja keevitus 28.Nimetage 4 tegurit, mis tagavad bituumenmaterjalide lauskeevituse kvaliteedi? · Kuumutamine sulamiseni · Bituumenvalli teke rulli ette · Kuumutamine kogu laiuses · Ühtlane temperatuur 29.Kui lai on bituumenmaterjalide ülekatte puhul lubatud sulabituumeni väljavalgumine? 5-10 mm 30.Mis tagab iseliimuva materjali nakke aluspinnaga? Liim 31.Mida tuleb teha iseliimuva materjali puhul materjli ja aluspinna vahele jäävate
elektroodi vaja kuivatada keevitamisel 2. Keevitusprotsessi valik ja lühiiseloomustus Materjali (madalsüsinik konstruktsiooniteras) ja materjali paksuse (t = 4mm) poolest sobivad mõlemad meetodid sama hästi. Ainuke info, mille põhjal me saame teha valikut on hetkel see, et tegemist on üksiktootmisega. See info ei ole piisav, kuna üksiktootmiseks sobivad mõlemad meetodid (MAG keevitus on küll suurema tootlikkusega ning automatiseeritavusega, seega sobiv ka saritootmiseks, aga see ei tähenda et see ei sobi ka üksiktootmiseks). Kui mõelda laiemalt, MAG keevituse põhieelisteks on lihtsus ja kõrge tootlikkus, elektroodkeevituse eelisteks aga suurem paindlikkus, kuna keevitada saab igal kohal (isegi vee all) ja kõiki meterjale – on vaja vaid valida elektrood õigesti. Üksiktootmisel MAG keevituse eeliste tähtsus väheneb, aga elektroodkeevituse eeliste oma mitte
Survevalu Keevitamine, termolõikamine, jootmine 30. Mida mõistetakse "keevitatavuse" all? See on terase ja värvilismetallide enamlevinud ja tähtsaim liitmismeetod. 31. Millised terased, kas madal-, kesk- või kõrgsüsinikterased, on sobivaimad keeviskonstruktsioonide (mastid, laevakered, autokered jne.) keevitamiseks? Kõrgsüsinikterased 32. Milline elektrikaarkeevitamise meetod leiab kõige enam kasutamist kergoksüdeerivate metallide (Ti, Al, roostevaba teras) keevitamisel? TIG keevitus 33. Millest lähtub keevitaja keevituselektroodi diameeteri valikul käsitsi kaarkeevitamisel kaetud elektroodidega? Elektroodi läbimõõt valitakse materjali paksuse, õmbluse servakuju ja õmbluse ruumilise asendi järgi. 34. Kuidas kaitstakse keevitusvanni väliskeskkonnaga reageerimise eest kaarkeevitamise erinevate meetodite puhul? MAG keevituse puhul kasutatakse kaitsegaasina nt süsihappegaasi, TIG keevituse puhul kaitstakse keevisvanni inertgaasiga (enamasti argooniga), 35
Autode puhul kasutatakse : Punktkeevitust -kerede,katmike jne lehtmaterjalist detailide valmistamisel ja remondil. Joon(rull)keevitus on lehtmaterjalist detailide (kütusepaagid,summutid jne) ermeetiliseks liideteks tegemiseks. Põkk-keevitus detaili osade liitmiseks , nt klapivalmistamisel,klapipea-säär Autode remondil kasutatakse punktkeevitust kas paiksete seadmete või käsitsi kasutatavate nõnda nimetatud keevitustangide abil.Detailid tuleb keevituseks ettevalmistada , keevitus kohad peavad olema täiesti puhtad vanast värvist ,roostest ning rasvastastud.Kuna keevitus pinge on madal , siis ka õhuke vahekiht takistab voolu läbimist. Detailid fikseeritakse kindlas asendis ning surutakse tihedalt kokku , mis on eriti oluline keevitustangide kasutamisel.Mitte liibuvatel lehtedel võivad tekkida läbikeevitamis augud.Oluline on liite kohale rakendada õige surve . Kui elektroodide surve on ebapiisav , siis detaili ebatasasused ei kao ja suure voolutiheduse tõttu
Nr 1. 1600W,3900 lööki/min,SDS Plus,Betoon kuni 32mm,Metall kuni 13mm,Puit kuni 40mm Aukude tegemiseks kõvasse pinda Nr 2.höövel puidust asjade siledamaks ja õhemaks tegemiseks Nr 3. Profi keevitus Fimer TM260 Saab kasutada nt. Armatuuri ühendamisel ja metall elementide juures nende kinnitamiseks Nr 4. Makita ketassaag 1100 W, 3500 p/min Laudade lõikamiseks Nr 5. 230mm ketaslõikur. 2200w pööratav käepidemega Samuti hea lõikamiseks, pisemad metalli lõikusmised hea teha. Nr 6. Gaasi puhur Võimsus: 10kW Maksimum kütusekulu: 0,75kg/h Õhuvool: 300m3/h Toitepinge: 220v Süütamine: mehaaniline (puudub termostaadi võimalus) Tööruumi soendamiseks hea asi Nr 7
Keretehnik Põhiõpingute moodulid • Autokeretehniku eriala alusteadmised. • Autode hooldus ja pindade hooldus • Ettevalmistus järgnevateks kereremondi etappideks • Auto kere ja sisustuse osandamine ning koostamine • Elektriseadiste, mugavus- ja ohutussüsteemide seadistamine ja remont • Keevitus- ja tuletööde teostamine • Kere ja raami mõõtmine ning õgvendamine • Põhiõpingute moodulid • Pindõgvendustööd ja lehtmetallide töötlemine • Keredetailide ühendamine • Klaasitööde tegemine • Plastdetailide töötlemine ja remont • Karjääri planeerimine ja ettevõtluse alused • Praktika I • Praktika II Nõuded õpingute lõpetamiseks Õpingud loetakse lõpetatuks, kui õpilane on omandanud autokeretehniku eriala õppekava õpiväljundid vähemalt lävendi tasemel Valikõpingute moodulid • Automaalritöö alused • Üldkehaline ettevalmistus • Autoremonttööde alused • Erialane...
1882 alustati Toompea kanali ehitamist 1950 oli sada väljalaset ja 1960 keskpaiku hakkas ümbrus haisema 1968 alustati ja 1981 läks käiku puhastusseadmete 1etapp 1998 avati 2 etapp bioloogilised puhastusseadmed Muhv-toru,trossi või muu kahe detaili ühendamiseks Kraan-keeratav seadeldis vedeliku,auru,gaasi juurde,-läbi või äravoolu reguleerimiseks.Kraanid on lihtsama ehitusega kui ventiilid või siibrid ja nende töökindlus on suurem. Keevitamine e keevitus on kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine Tehnovõrkude liigid; Vee Kanalisatsioon Drenaaz Gaas Küte Side Elekter Plasttoru- kasutatakse madala temp. vee transpordiks Terastoru- kasutatakse kõrgel temp. vee transporyimisel kaugküte Toru juhtmeid kasutatakse vedelike ja gaaside transportimiseks ja need jagunevad Rõhu järg-surve ja isevoolavaks Tähtsuse järgi-magistraal-,haru-,kvartaljaalseteks torujuhtmeteks ning hoovi võrkudeks.
Haam/er-ri-rit=vasar,-a,-at Sepahaamer=kuvalda,-,-t puuhaamer kummihaamer kang,-i,-i лом pootshaak,gi,ki багор kirves,kirve,kirvest топор nael,-a,-a гвоздь rooste,-,-t ржавчина jää,-,-d tavaline kruvikeeraja,-,t отверка ristpea kruvi,-,-винт puukruvi,-,- шуруп mutter,mutri,mutrit чайка polt,di,ti seib,-i,-i шайба mutivõti,võtme,võtit гаичный ключ tellitav=reguleeritav mutivõti разводной ключ kuuskantvõti шестиграник lehtvõti гайчный ключ сектор silmusvõti гайчный ключ зубы otsvõti=padrunvõti торцовой ключ toruvõti газовый ключ tähtvõti звездочка lapitangid,tangide,tange плоскогубцы näpitsad,näpitsate,näpitsaid посотижи lõiketangid кусачки plekikääriid,-kääride,-kääre ножницы по жести ketaslõikur,-i,-it болгарка pussnuga,noa,nuga резак käsisaag,sae,saagi двуручная elektrisaag дружба mootorsaag tikksaag лобзик rauasaag ножовка krustangid тески tungraud домкрат pump насос viil напильник käi нажд станок höövel рубанок keevitusaparaat свароч...
Elektroodi asend vaheläbimite keevitamisel Anna aega keevisõmbluse küljel läbi sulada 25.11.12 Võrumaa Kutsehariduskeskus 10 Püstoli asend nurkõmbluse korral 25.11.12 Võrumaa Kutsehariduskeskus 11 Läbimite järjestus nurkõmbluse korral 25.11.12 Võrumaa Kutsehariduskeskus 12 Ülalt alla keevitus PG 25.11.12 Võrumaa Kutsehariduskeskus 13 Alt üles PF Pane tähele: Anna aega õmbluse serval läbi sulada 25.11.12 Võrumaa Kutsehariduskeskus 14 Püstõmblus PF Sulata õmbluse küljed läbi 25.11.12 Võrumaa Kutsehariduskeskus
Fourth level Fifth level Metalli struktuur Algul koosneb enamasti austeniidist mis tagab parema töödeldavuse Pärast karastamist ja temperdamist tekib metallis tsementiit mis annab hea tugevuse kuullaagri detailidele Kuullaagri eluiga Enamasti kolmel põhjusel lähevad laagrid katki Abrasioon Metalli väsimus Survest põhjustatud keevitus. Kuullaagrite tulevik Magneetilised kuullaagrid Hüdraulilisedlaagrid Täiuslikku kuuli saab kaaluta olekus sulametallist Kasutatud materjal http://www.tehnikamaailm.ee/est/tech/2007/11/?headerID=1090 http://www.suppliersonline.com/propertypages/52100.asp http://www.youtube.com/watch?v=eGyoMuE4gDQ
Ettevõte alustas oma tegevust toru töötlemisega ja on sealt edasi liikunud teiste töötlusviiside juurde. Metec grupis on eraldi seisvad ettevõtted Metec- cnc ja Tarmetec. Alustasime ekskursiooni tehase tagumisest otsast, kus tegeleti keevitamisega ja stantsimisega. Seal olid väga suured pressid millega oli võimalik välja lüüa erinevaid autode detaile. Kasutati nii robot keevitust, kui ka käsitsi keevitamist. Olemas oli nii MAG, MIG kui ka TIG keevitus. Tehases kasutati peamiselt terast ja vaske. Edasi liikusime leht- ja torutöötlusosakonda, mis oli küllaltki suur ja inimesi oli seal omajagu. Nägime laserlõikuse pinke, kus laserid lõikasid nii lehtmetalli kui ka toru. Pinkidel oli väga hea tarkvara, mis tagab efektiivsuse ja kiiruse. Lähedal olid ka lihvpingid ja vibrotöötluspingid, millega eemaldati lõikusest tekkinud teravad ääred. Edasi liikusime painutuspinkide juurde, kus kasutati laseritest tulnud materjali
docstxt/128489537482006.txt
Kodutöö Nr. 2 Keevisliide Ristlõike dimensioneerimine Maksimaalne paindemoment Nm. Materjal: teras S355J2H (EN 10025) Mehaanilised omadused voolavuspiir ReH (y) = 355 MPa; tugevuspiir Rm (u) = 510 - 680 MPa; elastsusmoodul E = 2,1.105 MPa; nihkeelastsusmoodul G = 8,1.104 MPa. Lubatud paindepinge MPa Minimaalne telgvastupanumoment Sobiv ristlõige: toru 50x30x2, Wx = 3,81 cm3, mass m = 2,3 kg/m. Mõõtmed ja ristlõigete parameetrid kõrgus h = 50 mm; laius b = 30 mm; seinapaksus t = 2 mm; mass m = 2,31 kg/m; ristlõikepindala A = 2,94 cm2; välispindala Au = 0,15 m2/m; inertsimoment Ix = 9,54 cm4; inertsimoment Iy =4,29 cm4; vastupanumoment Wx = 3,81 cm3; vastupanumoment Wy = 2,86 cm3; polaarvastupanumoment Wv = 4,84 cm3. Konsoolis tekkiv tegelik pinge Tugevuse ...
sulamite keevitamiseks. Elektroodkeevitamine sobib materjali paksustele üle 1,0…1,5 mm. Selle meetodi eelis on kasutatavus kõikides keskkonnatingimustes, võimalus keevitada õmbluse ruumis suvalise asendi puhul (põranda, seina ja laeõmblused), suhteliselt lihtsad ja teisaldatavad keevitusseadmed (keevitustrafod, keevitusalaldid). Joonis 14. Elektroodkeevitamine 19 25.2. MIG/MAG- keevitus MIG/MAG-keevitamisel tekitatakse traadikujulise elektroodi ja keevitatava detaili vahel kaarlahendus, mille soojusenergia toimel elektroodimetall ja põhimetall sulavad. Keevituskaare piirkonda juhitakse gaasisuudmiku kaudu kaitsegaasi, mis kaitseb keevisvanni ja metallitilkasid õhuhapniku ja lämmastiku toime eest. Keevitustraati antakse kaarevahemikku traadietteandemehhanismi rullide abil. Keevitusvool juhitakse keevitustraati
Ohutus keevitustöödel Ohutegurid keevitamisel Tuleoht Elektrilöögi oht UV ja infrapunakiirgus Müra Kahjulikud gaasid ja aurud Tuleoht Keevitus ja sellega kaasnev lihvimine abrasiivkäiaga ning leegiga lõikamine klassifitseeritakse tuletöödeks. Keevituskoht on alati tuletöökoht, sest keevitamisega kaasneb nii detailide kui elektroodi kuumenemine, ealduvad sulametalli pritsmed ja sädemed. Elektrilöögi oht Elektrivoolu ohtlikkus inimesele oleneb keha läbiva voolu tugevusest ja voolu all olemise ajast, sagedusest ja voolu kulgemisteest. Vahelduvvool on alalisvoolust ohtlikum, ohtlikuma sageduse piirkond on 15 – 100 Hz. Inimesele ohtlikuks keha läbivaks voolutugevuseks loetakse 50 mA. Tavaliselt võetakse ligikaudsetes arvutustes inimese jäsemete (käsi, jalg) takistuseks (ilma rindkere arvestamata) 500 oomi Müra Müra tekib ventilatsiooni tööst, vasaratega õgvendamisel ja käiamisel. Sõltuvalt müratasemest...
Eelised: - vormi korduvkasutus (ühes kokillis võib teha kuni 1000 teras-, 10000 malm- ja 250000 alumiiniumvalandit), - suur täpsus ja pinnasiledus, - valandi peeneteraline struktuur, - protsessi kerge automatiseeritavus. Puudused: - kokilli kõrge maksumus, - väike püsivus kõrge sulamistemperatuuriga metallist valandite tootmisel. Kasutatakse: piiratud massiga (mõnisada kg) valandite tootmiseks suhteliselt madala sulamistemperatuuriga metallidest (Al-, Mg-, Cu-sulamid). 16. TIG või MIG keevitus, hõõrdkeevitus. (ei oska midag rohkem pakkuda) 17. Alumiiniumsulamite keevitamine. Al on hästi keevitatav. Kasutada võib : sula- ja survekeevitust (kui sulameis on vähe lisandeid). Põhiline meetod on kaarkeevitus: MIG- ja TIG keevitus, MIG täistraatkeevitus, plasmakeevitus, elektroodkeevitus. Survekeevitusprotsessid: punktkeevitus, joonkeevitus, laserkeevitus. Teised keevitusprotsessid: gaaskeevitus, plahvatuskeevitus, elekronkiirkeevitus, hõõrdkeevitus.
Gaas taastamatu Elektrisaamiseks 36% Lähis- Ameerika Venemaa Kanda Ameerika Jaapan, Suur kütteväärtus. Torulekke oht, trants. traditsiooniline Soojuse Idas Venemaa Rumeenia Itaalia Ei vaja Väljaspool juhtmed on tootmiseks, 36% venemaal Kanada Holland Lõuna-Korea ümbertöötlust kallis keevitus töödel Norra Norra Saksamaa Holland Prantsusmaa Tahked kütused Elekrti- ja soojuse Varusid 230 a. Hiina Austraalia Jaapan ,Itaalia Varud on suured, Trants. kulukas, Kivisüsi tootmisel Austraalia Ameerika Hiina Lõuna-Korea uued karjäärid rikuvad
Olustvere Teenindus ja Maamajanduskool Põllumajandus 1B Marek Rang Gaasikeevitus Referaat Olustvere 2012 2 Sisukord Sisukord...................................................................................................................................... 3 Keevitusleek................................................................................................................................6 Keevitusleegi liigid.................................................................................................................... 8 Injektorpõleti............................................................................................................................10 Juhised keevituspõletite käsitsemiseks..................................................................................... 13 Surugaasireduktorid..................................................
Aine süstemaatiline/ Struktuurvalem Füüsikalised ja füsioloogilised Kasutamine ja rahvapärane omadused esinemine nimetus Suurem osa eteenist saadakse etaani Taimede kasvuhormoonina dehüdrogeenimisel. Värvuseta, kiirendab ta aed- ja puuviljade CH2=CH2 nõrgalt meeldiva lõhnaga, veidi valmimist. Üle poole eteenist uimastava toimega gaas. Õhuga kasutatakse ära polümeeride Eteen/etüleen ligikaudu üheraskune. Vees vähesel tööstuses, ülejäänu läheb määral lahustuv. äädikhappe, etanooli ja halogeenühendit...
MHE0040 MASINAELEMENDID Kodutöö nr. 2 Variant nr. Töö nimetus: KEEVISLIIDE A -3 B -4 Üliõpilane: Rühm: Juhendaja: Igor Penkov Töö esitatud: Töö parandada: Arvestatud: Nelikanttoru pikkusega l = 0,9 m on elekterkaarkäsikeevitusega keevitatud ääriku külge. Talale mõjub lauskoormus ühtlase intensiivsusega q = 3,4 Kn/m Valida nelikanttoru profiil ja arvutada keevisliide. Analüüsida konstruktsiooni võimalike optimeerimisviise. Ristlõike dimensioneerimine Maksimaalne paindemoment: 1377 Nm Painde tugevustingimusest leiame konsooli ristlõike minimaalse telgvastupanumomendi . Materjal: teras S355J2H (EN 10025) [1, 2] Mehaanilised omadused : voolavuspiir ReH (y) = 355 MPa; tugevuspiir Rm (u) = 510 - 680 MPa; elastsusmoodul E = 2,1.105 MPa; nihkeelastsusmoodul ...
põkkliite keevitamisel tuleb detailide ühte otsa teha punktkeevitus(järgnevalt tuleb keevitamist alustada teisest otsast punkti suunas). Keevitamisel tuleb elektroodi liigutada keevitatavat serva mööda aeglaselt ringikujulisi liigutusi tehes. Juhul kui õmblus ei ulatu metallist läbi tuleb keevitada ka teiselt poolt, või eelnevalt detailide servad faasida ning teha 6 mitme läbimiga keevitus. T-liite puhul tuleb toimida samamoodi kuid oluline on õmblus teha ka liite teisele poole. MIG/MAG keevituse tööpõhimõte on sama mis käsikaarkeevitusel, kuid erineb selle poolest ,et elektroodi ei kata räbusti, selle asemel kasutatakse kaitsegaasi (CO2 ,Ar) ning elektroodi antakse etteande mehhanismiga kaare piirkonda traadi sulamiskiirusega. Keevitustraadina kasutatakse 0,6-1,6mm läbimõõduga traati. Erandina on võimalik keevitada
• Töös professionaalsed, paindlikud tellija nõudmiste suhtes, arendame järjepidevalt ettevõtet nii tehnoloogiliselt kui ka koolitades personaali. • Alati parimaid lahendusi tagamaks kõrget kvaliteeti. • Keskkonnasõbralik ja säästlik ning innovaatiline mõtteviis. Järva Teed pakub nelja erinevat teenust: • Teehoole • Teede ja platside ehitus • Liikluskorraldus • Tehnikaosakond (remont, keevitus jne). Teede suvine hoole: • Teeäärte ja haljasalade niitmine • Kruusateede hööveldamine • Tolmutõrje kruusateedel • Löökaukude parandus teedel ja parklades • Sildade ja truupide hooldus • Veeviimarite puhastus • Puistematerjalide tootmine ja müük • Sõelutud mulla müük Teede talvine hoole • teede ja parklate lumelükkamine • Libedustõrje ( sool, liiv ja graniitlikkustik) Teede ja platside ehitus: • Teede ehitus
Keevitaja eriala alusteadmised eesti keel, 15KE KEEVITAJA KUTSEKIRJELDUS KEEVITAJA KUTSESTANDARD KUTSEKVALIFIKATSIOON Eesti keeles: Keevitaja I, II, III (inglise keeles: Welder I, II, III; soome keeles: Hitsaaja I, II, III; vene keeles: Svarshik I, II, III). KUTSEKIRJELDUS Keevitamine on metallide ühendamine lahtivõetamatuks liiteks, rakendades detailide kohalikku sulatust või koos deformeerimist. Tuntakse üle 60 erineva keevitusviisi, mis liigitatakse kahte põhirühma: sulakeevitus ja survekeevitus. Keevitaja töötab põhiliselt metalltooteid ja -konstruktsioone valmistavas ettevõttes, teda vajatakse ehitus-, paigaldus-, hoolde- ja remonditöödel. Keevitaja põhitööks on keevitustööde ettevalmistamine, tarindi koostamine vastavalt joonisele, keevisliidete teostamine ning järeltöötlus ja tulemuse kontroll. Töö nõuab jooniste lugemise oskust, töötlemistehnoloogia ja materjalide omaduste tundmist. Keevitaja k...