Füüsika Elektrivool gaasides Sädelahendus ja kaarleek Esse Koostaja: Klass: Õpetaja: Tallinn 2009 Elektrivoolu liigid Eristatakse kahte liik elektrivoolu: alalisvool ja vahelduvvool. Elektrivoolu suund
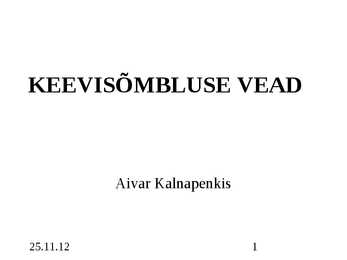
KEEVISÕMBLUSE VEAD Aivar Kalnapenkis 25.11.12 1 A korrektne keevitus (kaarleegi pikkus, keevituse kiirus, voolu tugevus) B Voolutugevus väike C Voolutugevus liialt suur D Kaarleek lühike E Kaarleek liialt pikk 25.11.12 aeglane F Keevituskiirus G Keevituskiirus2kiire A korrektne keevitus (kaarleegi pikkus, keevituse kiirus, voolu tugevus) B Voolutugevus väike C Voolutugevus liialt suur D Kaarleek lühike E Kaarleek liialt pikk F 25.11.12 Keevituskiirus aeglane 3 kiire G Keevituskiirus Keevisõmbluste vead
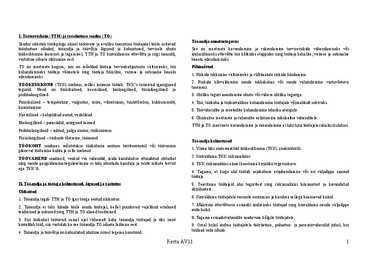
keevitusvannis. Keevituselektroode toodetakse läbimõõduga 1,5-8mm. Mida paksem on keevitatav metall ja mida laiem on keevitatavate detailide Joon. 11 Elektroodid vaheline vahe seda jämedam peab olema ka elektrood elektroodihoidja Kaarkeevituses kasutatakse elektrood vooluallikas kaarleek keevitusjuhe elektrilise kaarlahenduse e. kaarleegi poolt tekitatud soojust, keevitatav tagasivoolujuhtme mille abil sulatatakse liidetavate detail kinnitusklamber tagasivoolujuhe detailide servad ja Joon. 12 Elektroodkeevituse tööpõhimõte keevituselektrood. Elektrood on vajalik keevisõmbluse moodustamiseks vajaliku lisametalli saamiseks. Elektroodkeevituse (Joon
Keevituselektroode toodetakse läbimõõduga 1,5-8mm. Joon. 11 Mida paksem on keevitatav metall Elektroodid ja mida laiem on keevitatavate elektroodihoidja detailide vaheline vahe seda jämedam peab olema ka elektrood elektrood vooluallikas kaarleek keevitusjuhe Kaarkeevituses kasutatakse keevitatav tagasivoolujuhtme elektrilise kaarlahenduse e. detail kinnitusklamber tagasivoolujuhe kaarleegi poolt tekitatud soojust, Joon. 12 Elektroodkeevituse mille abil sulatatakse liidetavate tööpõhimõte
d a-vedruga; b-kruviga e g f h Joon. 12 Käsikaarkeevituse põhimõtteskeem. a-vooluallikas; b-keevitusjuhe; c-elektroodihoidja; d-elektrood; e-kaarleek; f-keevitatav detail; g-tagasivoolujuhe; h-klamber Elektroodkeevituse (Joon. 12) vooluringi moodustavad: keevitusvooluallikas, keevitusjuhe, elektroodihoidjas olev elektrood, kaarleek, keevitatav detail ja kinnitusklambriga (Joon. 13) keevitatava detaili külge kinnitatud tagasivoolujuhe Keevitamisel tekitatakse keevituskaar e. kaarleek elektroodihoidjasse kinnitatud elektroodi otsa ja keevitatava detaili vahel. Kasutatakse põhiliselt kahte tüüpi elektroodihoidjaid: vedrunäpitsaga (Joon. 14) ja keermega kinnitusega (Joon. 15). Tekkiv kaarleek on väga kõrge temperatuuriga (5000-7000°C) ja sulatab liidetavate detailide servi, aga ka lisametalli
keevituspüstolit detaili juurest eemale. - Kasuta ka pritsmete vastast aerosooli, et pritsmed ei rikuks ega blokeeriks keevituspüstolit ja selle suudmiku. Keevitama asudes asetatakse keevituspüstol detaili lähedale, vajutatakse päästikule ja süttib kaarleek. Liigutakse ühtlase käeliigutusega ning keevituspüstol peab olema detailile võimalikult lähedal, vastasel juhul võib olla kaarleek ebastabiilne ja keevitus tulla ebaühtlane ning konarlik, mis ei vasta keevituse kvaliteedinõuetele. Keevitustraat valitakse vastavalt materjalile. Kui soovitakse kasutada paksemat keevitustraati siis tuleb valida ka suurem düüs.
induktsioonkeevitus jne. Tänapäeval enamkasutatavad keevituse liigid on: · käsikaarkeevitus · keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG) · kontaktkeevitus · plasmakeevitus Argoonkeevitus ehk TIG-keevitus Keevitatav materjal: Al,Cu,Fe,Ss TIG (tungsten inert gas) keevitus on keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas. Rahvakeeli lihtsalt argoonkeevitus. Kasutamine: Kaarleek põleb sulamatu volframelektroodi ja põhimaterjali vahel. Kaitsegaas, millena tavaliselt kasutatakse argooni, juhitakse keevituskohani läbi tig-põleti, et kaitsta õhu oksüdeeriva mõju eest nii volframelektroodi kui ka sulametalli. TIG-keevitada saab ilma lisamaterjalita või koos sellega. Lisamaterjali kasutades võib seda ette anda nii käsitsi kui ka automatiseeritult. TIG-keevitus kasutatakse eelkõige väga kõrgetele nõudmistele vastavate õmbluste saamiseks
Elektromagnetlaineid, mis jäävad violetsest valgusest lühemate lainepikkuste poole, nimetatakse ultravioletseks kiirguseks ehk ultravalguseks. Ultravalgus on valgus, mille lainepikkus on väiksem kui 380 nm. Ultravalgusele iseloomulikud omadused on tugev bioloogiline toime, fotokeemiline toime, väike läbitungimisvõime. UV-kiirgus on nähtavast valgusest lühema lainepikkusega. Ultravalgust kiirgavad väga kõrge temperatuuriga kehad või ained, näiteks on nendeks tähed, kaarleek, gaaslahenduslaps, plasma. Kõige igapäevasemaks ultravalguseallikaks on Päike. Päikese käes viibides muutub inimese nahk pruuniks. Pruun jume tekib tänu sellele, et organism kaitseb end UV-kiirguse eest. Vähestes kogustes on ultravalgus inimesele kasulik, kuid liigne päevitamine ja suurtes kogustes ultravalgust võib tekitada nahavähki, silmahaigusi ja tapab baktereid. Inimese silmi kaitsevad ultravalguse eest klaasprillid, sest klaas neelab tugevalt ultravalgust
infrapuna pilt. Soojuskiirguse intensiivsus sõltub peale keha temperatuuri ka keha materjalist, pinna töötlusest, geomeetriast ja vaatenurgast. Ülekuumenenud kontakt. Ultravalgus Elektromagnetlaineid, mis jäävad violetsest valgusest lühemate lainepikkuste poole, nimetatakse ultravioletseks kiirguseks ehk ultravalguseks. Selle valguse lainepikkus on väiksem kui 380 nm. Ultravalgust kiirgavad väga kõrge temperatuuriga kehad või ained: tähed, kaarleek, gaaslahenduslamp, plasma, jt. Osa ultravalgusest jõuab Maale. Enamus hajub või neeldub Maad ümbritsevas atmosfääris. Suures koguses on UV kiirgus kahjulik kõigile elusorganismidele, sest põhjustab mutatsioone DNAs ning valkude denaturatsiooni (valgu kõrgemat järku struktuuride lagunemine). Mõõdukas koguses on organismile kasulik, sest selle toimel kulgeb vitamiini D süntees. Suures
Seda kiirgavad kõik kehad alla 600 kraadi, üle selle tekib hõõguval kehal juba punane valgus.Kuivatab(pesu, värvid, puuviljad), küpsetab ja keedab (praeliha, koogid, supp jm), võimaldab pimedas näha, laserside, soojusravi, mõned loomad näevad saaki infravalguses, infrapunaastronoomia võimaldab uurida tähti. Ultravalgus- Nähtamatu, kuid väga lühikese (ultravioletne) lainepikkusega kiirgus, mis jääb nähtava valguse spektriosa ette. Seda tekitavad tähed, keevitamisel kaarleek, gaaslahenduslamp, plasma, Päikesekiirgus. Fotokeemiline (mõjub filmilindile, fotosüntees, osooni tekkimine) ja bioloogiline toime (päevitamine, D2 vitamiini teke, suurtes kogustes tekitab nahavähki ja silmahaigusi).Osoonikiht Maa atmosfääris kaitseb meid ultravalguse eest. 8. Mis on difraktsioon- Nähtust, kus lained painduvad tõkke taha, mis on mõõtmetelt samas suurusjärgus laine pikkusega. ja millal hakkab ilmnema difraktsioon
Infravalguse allikad on näiteks Päike, hõõglamp, ahi, automootor ning inimkeha. Infravalguse abil leiavad mitmed röövloomad, näiteks maod, öösiti oma saakloomi. Elektromagnetlaineid, mis jäävad violetsest valgusest lühemate lainepikkuste poole, nimetatakse ultravioletseks kiirguseks ehk ultravalguseks. Ultravalguse lainepikkus on väiksem kui 380nm. Ultravalgust kiirgavad väga kõrge temperatuuriga kehad või ained: tähed, kaarleek, gaaslahenduslamp, plasma jt. Kõige igapäevasemaks ultravalguse allikaks on aga Päike. Kui Päikse käes viibida, siis muutub inimese nahk pruuniks organism kaitseb end UV-kiirguse eest. Päevitamisega ei tohi aga liiale mina, see võib põhjustada nahavähki. Suures koguses on UV kiirgus kahjulik kõigile elusorganismidele, sest põhjustab mutatsioone DNAs ja silmahaigusi. Inimese silmi kaitsevad ultravalguse eest hästi klaasprillid, sest klaas neelab tugevalt ultravalgust
Stoletovi uuris valguse mõju laetud kehadele. Kui ta laadis elektroskoobi + laenguga siis valgustamisel midagi ei juhtunud. Kui aga negatiivselt siis valgustamisel laeng kadus kiiresti. *joonis* fotoefektiks nimetatakse elektronide väljalöömist ainest valguse toimel. Fotoefekti seadused: ainest väljalöödud elektronide arv sõltub valgusallika intensiivsusest. Fotoelektroni energia sõltub valgusallika sagedusest. Seetõttu, et kaarleek sisaldab väga palju UV kiirkust tuli katse väga hästi välja. Lebedevi katse- ta kastutas väga täpset rõhu mõõteriista- tiivikut. Valguse toimel tiivik pöördub veidi, mida sai seletada ainult valguse rõhuga. Valguse rõhk on tohutult väike (1m 2 päikesele risti olevale pinnale mõjub valgusrõhk 4*10 -8N. Need 2 näidet tõestasid, et valgust tuleb teatud juhtudel vaadelda kui valgusosakeste voogu. Selle osakestel e kvandil e footonil on olemas mass, kuid puudub seisumass
· Kuidas nimetatakse teooriat, mis usub, et valgus koosneb osakestest? korpuskulaarteooria · Mida ei suuda seletada valguse osakesteteooria? Valgusvihid läbivad üksteist takistamatult. · Mida seletab osakesteteooria? Teravate varjude tekkimist. · Mida ei suuda laineteooria seletada? Teravate varjude tekkimist. · Mida seletab laineteooria? Valgusvihkude teineteisest takistamatutläbiminekut analoogia põhjal veelainetega, mis läbivad üksteist segamatult. · Kelle katsed näitasid, et valgusel on lainelised omadused? · Kuidas nimetatakse valguse osakesi? Valguskvantideks e footoniteks. · Kuidas muutuvad elektri- ja magnetväljad? Avaldab perioodilise muutumise. · Millest koosneb valguslaine? Elektriväljast ja magnetväljast. · Miks räägitakse valguslainest ainult elektrivälja muutumise abil? Need käituvad sarnaselt, valguse toimel tekib signaal just elektriväljas. · Mis kiired vastavad tasa...
motoorjõu eL , mis on toiteallika vooluga samasuunaline ning püüab takistada voolu vähenemist. Seepärast vool ei vähene hetkeliselt vaid eksponentsiaalselt, nagu näha järgneval joonisel. Ahela katkestamise hetkel on lüliti kontaktide vahel pinge U + eL , mis võib mitmekordselt ületada toiteallika pinge. Seetõttu võib lüliti kontaktide vahel tekkida kaarleek, mis ioniseerib õhu ja võimaldab pärast kontaktide avanemist voolu kestmist veel mõne hetke. Sädelemine või kaarleek kahjustab lüliti kontakte. Seepärast on mehaanilised lülitid enamasti varustatud vedruga, mis väljalülitamisel kiirendab kontaktide eemaldumist. Mistahes pooli induktiivsus sõltub tema kujust ja on võrdeline keerdude arvu ruuduga. Pooli põhilisteks tunnussuurusteks on aktiivtakistus R ja induktiivsus L. 60 4.9 Magnetvälja energia Magnetvälja tekitamiseks tuleb kulutada elektrienergiat ja vastupidi: kadumisel indutseerib magnetväli elektromotoorjõu ja voolu, see
motoorjõu eL , mis on toiteallika vooluga samasuunaline ning püüab takistada voolu vähenemist. Seepärast vool ei vähene hetkeliselt vaid eksponentsiaalselt, nagu näha järgneval joonisel. Ahela katkestamise hetkel on lüliti kontaktide vahel pinge U + eL , mis võib mitmekordselt ületada toiteallika pinge. Seetõttu võib lüliti kontaktide vahel tekkida kaarleek, mis ioniseerib õhu ja võimaldab pärast kontaktide avanemist voolu kestmist veel mõne hetke. Sädelemine või kaarleek kahjustab lüliti kontakte. Seepärast on mehaanilised lülitid enamasti varustatud vedruga, mis väljalülitamisel kiirendab kontaktide eemaldumist. Mistahes pooli induktiivsus sõltub tema kujust ja on võrdeline keerdude arvu ruuduga. Pooli põhilisteks tunnussuurusteks on aktiivtakistus R ja induktiivsus L. 60 4.9 Magnetvälja energia Magnetvälja tekitamiseks tuleb kulutada elektrienergiat ja vastupidi: kadumisel indutseerib magnetväli elektromotoorjõu ja voolu, see
liidetavad detailid ja elektrood. Elektroodi kasutatakse vajaliku lisametalli saamiseks. Keevitusseadme moodustavad: keevituse toiteallikas (keevitustrafo), elektroodihoidja, toiteallikat ja elektroodihoidjat ühendav keevitusjuhe, elektrood, kinnitusklambriga tagasivoolujuhe. 4 Keevitamisel tekkib elektroodi ja detaili vahele kõrge temperatuuriga (5000 - 7000°C) kaarleek. Selle tulemusena sulab keevituspiirkonnas detaili serv ja elektrood. Sulametall koguneb liite ossa, mida nimetatakse keevitusvanniks ning kristalliseerudes liidab ühendatavad detailid. maksimaalne keevitusvool. Sõltuvalt suurim voolutugevus, mida saame kasutada elektroodi suurema läbimõõduga 45 mm ja toidurasvad ja sügav keevisliited.Sest elutingimuste üsna suurim voolutugevus 150 elektroodide ?4mm.
wELDING TECHNIQUES USED LITERATURE 1. http:// www.aga.com/international/web/lg/aga/like35agacom.nsf (24.03.2014) 2. Larry F. Jeffus: ,,Welding: Principles and Application" WORD LIST WORD MEANING IN ESTONIAN electrode elektrood arc spark created by electron kaarleek flow slag protects the weld seam räbu nozzle device designed to control otsik the direction of a flow porosity Void fraction poorsus tungsten a material of which volfram electrodes are made inductance induktiivsus electrical current flow of electric charge elektrivool
Hõõgniit valmistatakse volframist , kuna selle sulamistemperatuur on kõrgeim. Hõõgniit paikneb klaaskolvis, mis on väliskeskkonnast õhukindlalt eraldatud. Tänapäeval on klaaskolb täidetud väärisgaasiga (argoon või krüptoon), mis suurendab hõõgniidi eluiga. Varem oli lihtsalt klaaskolvis olev õhk hõrendatud. Varasematel aegadel on kasutatud ka söepulki ja bambusevõrseid, mille vahel tekkis elektrivoolu toimel kaarleek, mis oligi valgusallikaks, kuid neid kasutati rohkem prozektorites. Esimene Edisoni poolt leiutatud hõõglamp Thomas Alva Edison ja tema leiutised Thomas Alva Edison leiutas ka süsimikrofoni mida kasutatakse tänapäevani. 19. sajandi lõpu sensatsiooniline leiutis Edisoni kinetoskoop võimaldas paljudel inimestel esmakordselt vaadata liikuvat pilti. 1888. aastal alustas Thomas Alva Edison sellise aparaadi
aga ka äike. Elektripõletused jaotatakse klassifikatsiooni järgi kolme klassi. Nendeks on: madalpingekahjustused, kõrgpingepõletused ja kaarleegid. Madalpingekahjustused on need, kus pinge on alla 1 kV. Selle puhul on ülekaalus organismi üldseisundi häired ning koe kahjustus on tagasihoidlik. Kõrgpingepõletused on need , kus pinge on üle 1 kV. Sellisel puhul on ülekaalus ulatuslikud koekahjustused ning tekib palju tüsistusi. Kaarleek on sama mis leekpõletus(vt. lk 5). 6 Jaanika Priimägi Referaat KEEMILINE PÕLETUS Keemiliste põletuste puhul toimub söövitus. Keemilist põletust põhjustavad kontsentreeritud leelised (seebikivi, värskebetoon), kontsentreeritud happed (akuhape, torusiil, kontsentreeritud äädikas), kaaliumpermaganaat ja taimsed mahlad (ülased ja Sonsovõi karuputked). ESMAABI KEEMILISE PÕLETUSE PUHUL
Keevitaja Lühike esmaväljeõppeaeg Lühike esmaväljeõppeaeg kvalifikatsioon TIG tehnoloogia TIG tehnoloogias kasutatakse algse vooluna vahelduv voolu (AC), mille hiljem toiteallikas muudab nö. konstantseks vooluks. Olenemata keevituskäpa kaugusest või liikumisest jääb vool alati relatiivselt konstantseks , mitte nagu paljudel teistel keevitustehnoloogiatel. See annab TIG tehnoloogiale eelise keevise kvaliteedi suhtes. Kaarleek tekitatakse detaili ja volframelektroodi vahele. Polaarsus: päripolaarsus ja kasutatakse alalisvoolu. Materjal Al Mg sulamid TIG keevitusel Paksus mm 3 4 5-6 W elektroodi d mm 2,4 3,2 3,2 Gaasisuudmiku nr 11 14 14 Keevitusvool A 120-140 150-180 200
Teras ja malm. Terase tootmine: Terase tootmisel tuleb osa süsiniku jt lisandelementidega malmist malmist kõrvaldada. Süsiniku eraldamiseks kasutatakse õhku või hapnikku. Õhuhapniku arvel põleb malmis sisalduv süsinik süsinikoksiidiks CO või süsinikdioksiidiks CO2. Käsitleme lühidalt terase tootmist hapnikukonverterites ja elektrienergia kasutamisel kaarleekahjus. Terase tootmine hapnikkonverterites: Hapnikukonverteris olevasse sulamalmi juhitakse ülevalt hapnikku. Hapniku kui tugeva oksüdeerija mõjul toimub süsiniku jt lisandmetallide väkjapõletamine kiiresti. Seejuures eraldub nii palju soojust, et toimub konvertis, mõnekümne minuti jooksul. Terase tootmine kaarleekahjus: Kaarleekahjus saab töödelda nii vanarauda, malmi kui ka rauamaaki. Kaarleekahjus tekitatakse süsi- või grafiitelektroodide ja ahju täidise vahele kaarleek, mille kõrgtemperatuuril põletatakse välja süsinik. Süsinik oksüdeerita...
TIG-keevitus e. sulamatu elektroodiga kaarkeevitus kaitsegaasis, kaarkeevitus räbustis, elekter-räbukeevitus e. räbukeevitus, plasmakeevitus. , . Elektroodkeevitamine Elektroodkeevitamine kuulub rahvusvahelise liigituse järgi ilma kaitsegaasita kaarkeevitusmeetodite rühma. Elektroodkeevituse (Joon. 1) vooluringi moodustavad: vooluallikas, keevitusjuhe, elektroodihoidjas olev elektrood, kaarleek, keevitatav detail ja kinnitusklambriga keevitatava detaili külge kinnitatud tagasivoolujuhe Keevitamisel tekitatakse kaarlahendus elektroodihoidikusse (Joon. 2) kinnitatud elektroodi otsa ja keevitatava detaili vahel. Tekkiv kaarleek on väga kõrge temperatuuriga ja sulatab keevituspiirkonnas liidetavate detailide servi aga ka lisametalli (elektroodi). Sulametall koguneb õmbluse ossa, mida nimetatakse keevitusvanniks ja kristalliseerudes liidab ühendatavad
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: 3 Ees- ja perekonnanimi: Rühm: MATB21 Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: E. Kimmari 03.05.2015 03.05.2015 Töö eesmärk ja ülesanded: Tuleb koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Enamikule variantidest on välja pakutud 2 keevitusviisi. Lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt teguritest valitakse kõige otstarbekam...
valgusjaotuskõvera asemel kõverate parv. Valgustustihedus lx, E. 23. Valgusallikad- Looduslikud: Keemilised, Elektrilised, Kuumad, külmad. Looduslikud ja keemilised : Päike kiirtega ristuval pinnal 105..104 lx, Kuu valgus maapinnal 0,2 lx, Jaanimardikas, lutsiferiin 98% !!, Lõke, Küünal, Petrooleumilamp, ... 1 cd, Valgustusrakett, Valguspulgad Elektrilised valgusallikad: Hõõglambid, Halogeenlambid, Luminofoorlambid, LED lambid, Laserid, Kaarleek Tehnilised omadused: Nimipinge V, Nimivõimsus W, Nimivool I, Ühendusviis, sokkel E27, E14, E40, ... Valgusviljakus, lm / W Majanduslikud omadused: Keskmine tööiga h, Maksumus EEK, Mass g, Maht m3, Energiatõhusus, Ohtlikud ained ja taaskasutatavus Valgustustehnilised omadused: Valgusvoog, Valgusjaotus, Spektraaljaotus, Värvitemperatuur Hõõglambid: Võimsus 15 ... 2000 W, Hõõglambis muundub elektrienergia valguseks kõrge temperatuuriga
PÕLETUSHAAVADE PÕHJUSED, DIAGNOOS, ESMAABI JA RAVI Põletus on kudede kahjustus, mis tekib kõrge temperatuuri mõjul kudedele. Põletushaavale sarnaseid koekahjustusi põhjustavad kudede kokkupuude kemikaalidega (söövitus) ja elektrivooluga. Põletuste põhjused: 1 Termilised põletused 2.Elektripõletused 3.Keemilised põletused (söövitused) 4.Kiirguspõletused 1. Termilised põletused 1.1.Tulised vedelikud 1.2.Leek 1.3.Kontaktpõletus 1.1.Põletused tuliste vedelikega · Tuline vesi, tee, kohv, supp · Inhalatsioonivedelikud · Boilerite, torude lõhkemine · Sauna põletus tulise auruga 1.2.Leegipõletused · Tulekahju · Küünlaleek · Lõke · Grill · Süttivate ainete plahvatus 1.3.Kontaktpõletused · Triikraud · Tuline ahjuuks · Tuline pliit · Tuline radiaator · Mootorratta sumbuti · Saunakeris 2.Elektripõl...
) A5 = 20% Löögisitkus klass (pikisuunas min.) temperatuuril -20°C on 27J Terasemargi süsinikuekvivalendid: CEV = 0,45 CEV-väärtus vahemikus 0,41...0,45 tagab hea keevitatavuse, kui kasutatakse kuivi, aluselisi lisamaterjale. LISAMATERJALID Keevitustraat: UltraMag SG2 (EN 440 G3 S) Kirjeldus: Parim keevitustraat konstruktsioonteraste keevitamiseks. Väga hea traadi etteanne. Ei vaja keevitusparameetrite muudatusi. Lühike, stabiilne kaarleek ja väga vähe pritsmeid. Sobib suurepäraselt keevitamiseks keevitustraktoritel ja robotitel. Keemiline koostis: C 0,07% Mn 1,45% Si 0,85% Mehaanilised omadused ( keevitatuna): Voolavuspiir Rp 430N/mm2 Tõmbetugevus Rm 551N/mm2 Murdevenivus A5 28 %
Gaaskeevitusele. Kvaliteet on stabiilne ning sobib hästi käsikaarkeevituseks. TIG tehnoloogia TIG tehnoloogias kasutatakse algse vooluna vahelduv voolu (AC), mille hiljem toiteallikas muudab nö. konstantseks vooluks. Olenemata keevituskäpa kaugusest või liikumisest jääb vool alati relatiivselt konstantseks , mitte nagu paljudel teistel keevitustehnoloogiatel. See annab TIG tehnoloogiale eelise keevise kvaliteedi suhtes. Kaarleek tekitatakse detaili ja volframelektroodi vahele. Polaarsus: päripolaarsus ja kasutatakse alalisvoolu. Materjal ja keevitatavus: Metallide keevitatavust hinnatakse praokindlusega. Külmpraod tekivad enamasti keevis- õmbluse kõrval põhimetallis kohe või 10…48 tunni jooksul pärast keevitamist. Külmpragude tekkimise oht on karastuvatel terastel, mille süsinikusisaldus on suurem kui 0,25%. Kuumpraod tekivad keevitamise ajal, tavaliselt õmblusmetallis
elementide temp. hindamine Sõjandus – infrapuna sihikud, ööbinokkel Tööstus – mitmesuguste pindade ja materjalide kuivatamine Igapäevaelu – infrapunasaun Infrapunase kiirgusega on seotud kasvuhoone effekt. 5. UV – kiirgus – iseloomusta + kapaga näiteid, kasutamine, mõju inimesele Eelneb spektri violetsele värvusele. UV kiirgust kiirgavad enamus väga kõrge temp. kehad. Nt. tähed (Päike), kaarleek, mõningad gaaslahendus lambid (kvartslamp) UV-kiirgusel on tugev fotokeeniline ja bioloogiline mõju. Väikestes kogustes on inimestele kasulik (noortel arenevad luud paremini, D 2 vitamiini tekkimine). Suurtes kogustes inimestele ohtlik (Päikese põletused, nahavähk, silma haigused) Kasutamine: Bakterite hävitamine – haiglates, lasteaedades jne. Haiguste raviks – nahahaigus ekseem Õhk neelab tugevalt UV kiirgust. 6
lüüsi pähiseadus: elektroodile kantava aine mass onm on vördeline voolutugevusega i ja elektrolüüsi kestusega t Sõltuv gaasilahendus: 1)IONISAATORIT ON VAJA KOGU LAHENDUSE JOOKSUL 2) SÕLTUMATU GAASILAHEDUS IONISAATORILT ON VAJA AINULT LAHENDUSE TEKITAMISEKS, EDASI TOIMUB JUBA LAENGU OSAKESTE KIIRENDAMINE EL VÄLJAS JA TOIMUB PÕRKEIONISATSIOON KLASTERIOON LAETUD OSAKE, MILLE KÜLJES ON NEUT OSAKESED.. Huumlahendus kasutatakse valgusreklaamis ja signaal lampides. Kaarlahendus e kaarleek, tekib ormaalrõhus, süsi või metallelektroodid Sädelahendus lühiajaline, puudub vooluallikas Koroona lahendus . tekib tugevas el väljas teravike lähedal
Tartu Kutshariduskeskus Autode ja remondiosakond Autotehniku töövahendid Referaat Juhendaja : Üllar Kivi Tartu 2012 Sisukord 2 Contents Sissejuhatus:.......................................................................................................... 3 MIG-MAG Keevitus.................................................................................................. 4 MIG/MAG keevituse seadmed................................................................................. 5 Kasutus................................................................................................................... 7 Keevitusõmblus...............................................................................
2.1. MIG-MAG keevitusseade koosneb vooluallikast, keevitustraadi etteandemehhanismist, maanduskaablist koos klemmiga, keevituspõletist, vajadusel vesijahutusseadmest ning kaitsegaasiballoonist või gaasivõrgu ühendusest koos reduktoriga. 3.2.2. Keevitustraadi etteandesüsteemi funktsiooniks on keevitustraadi juhtimine traadirullilt keevituspõleti otsikuni, kus süttib kaarleek ja keevitamisel toimub keevisvanni moodustumine. 3.3. Samuti kasutatakse ettevõttes TIG-keevitust: TIG keevituses on enamjaolt kasutuses käsikeevitusprotsess. Keevitaja hoiab põletit käes ja teise käega lisab kaarleeki lisamaterjali, liikudes ühtlaselt kas paremalt vasakule või vasakult paremale. Esmalt tekitatakse põhimaterjalil keevisvann ja seejärel sulatatakse sinna lisamaterjali ning tekitatakse õmblus.
Lämmastik 1. Mittemet. Ja nende ühendite omaduste võrdlev iseloomustus. 2. mittemet. Ja nende ühendite kasutamise valdkonnad 3. Mittemet. Ja nende ühendid looduses sealhulgas elusorganismides 4. Süsiniku, hapniku, lämmastiku ja väävli ringkäik looduses. LÄMMASTIK N (ld.k. nitrogenium- salpeetri tekitaja) Leidumine Lämmastik esineb looduses nii lihtainena kui ka ühendites. Lihtainena koosneb lämmastik kaheaatomilistest molekulidest N2. Lihtainena leidub lämmastikku kõige rohkem atmosfääris, kus õhu koostises on teda 78,1 mahuprotsenti. Ühendite koostises leidub lämmastikku erinevates mineraalides, eelkõige nitraatides ehk salpeetrites (NaNO3 tsiili salpeeter, KNO3 india salpeeter). Joonis NaNO3 Lämmastikku leidub ka valkudes ja nukleiinhapetes, olles seega kogu eluslooduse väga tähtis koostiselement. Lisaks esineb lämmastikku veel neutraalsete ja ioniseeritud aatomitena ning ühenditena Päikese ja teiste planeetide a...
Ohutustehnika Tuleoht Keevitus ja sellega kaasnev lihvimine abrasiivkäiaga ning leegiga lõikamine klassifitseeritakse tuletöödeks. Keevitada tuleks tuletöökohas, sest keevitamisega kaasneb nii detailide kui ka elektroodi kuumenemine, eralduvad sulametalli pritsmed ja sädemed. Tuleohutusnõudeid on võimalik vaadata EV siseministri määruses. Keevitamisel eristatakse nii alalisi kui ajutisi töökohti. Alalised töökohad on tuletööde jaoks spetsiaalselt mõeldud ja ohutusseadmetega varustatud. Ajutised töökohad on kas remonttöödega või ehitusobjektiga seotud. Sellistel juhtudel peab töökoht olema varustatud tulekustutitega, puhastada tuleb töökoha ümbrus kuni 5 meetri raadiuses põlevjäätmetest ja kaitsta keevituskohast lähemal kui 2 meetrit asetsev tarind mittepõleva kattega või valada üle veega. Ajutises töökohas vastutab tuletööde tegemise eest tuletöö tegija. Keevitaja peab läbima eraldi tuletöötegijate koolituse ja ...
Tallinna Tehnikaülikool Materjalitehnika instituut Valu valamine, Lõiketöötlus, Keevitamine Referaat Juhendaja: Kristjan Juhani Tallinn 2009 1 Liivvormvalu Esimesel tunnil selgitas meister meile valu valamise, vomide ning mudelite valmistamise teoreetilise osa. Valandi valamiseks on vaja kõigepealt valmistada vaja mineva detaili mudel. Mudeli valmistamisel kasutatakse erinevaid materjale. Lihtsamad mudelid on võimalik valmistada puust ,kuid kasutatakse ka plaste, metalle või ise sulavaid mudeleid. Mudeli valmistamisel on väga oluline jätta valandile töötlusvarud, kuna valandi enda pind ei pruugi olla nii kvaliteetne kui detaili tööks vaja. Keerukamad ning mitte sümmeetrilised mudelid tehakse mitmest osast nö. Kahe poolsed mudeli...
teise nimega infrapunane kiirgus. Seda kutsutakse ka soojuskiirguseks. Seda kiirgavad kõik kehad, ka siis, kui need ei helenda. Oluline on vaid, et need oleksid ümbritsevast suurema temperatuuriga. Näiteks päike, hõõglamp, ahi. Ultravalguseks nimetatakse valgusest väiksema lainepikkusega laineid. Mida kõrgem on keha temperatuur, seda rohkem ultravalgust ta kiirgab. Teise nimega ultravioletne kiirgus. Kiirgavad nt tähed, kaarleek, kvartslamp. 37. Mis on difraktsioon ja interferents? Difraktsioon on lainete paindumine või murdumine tõkete taha. Interferents on kahe laine liitumine, mille tulemusena erinevates ruumipunktides liituvate lainete võnkumised tugevdavad või nõrgendavad teineteist. 38. Mis on koherentsus ning millest on tingitud mittekoherentsus? Koherentsus on lainete kuju mittemuutumine aja jooksul. Mittekoherentsus on tingitud
KEEVITUSTRAFOD Keevitustrafod peavad vastama järgmistele nõuetele: - neil peab olema langev karakteristik; - neil peab olema piiratud lühisvool; - nende tühijooksupinge ei tohi ületada 80 V; - voolu reguleerimine peab olema teostatav suurtes piirides ja küllalt sujuvalt. Vahelduvvoolukaarleegi stabiilseks põlemiseks peab keevitusahelas olema induktiivsus, mis tagab faasinihke cos (p=0,35 ... 0,45). Voolu puhul 160... 250A süttib kaarleek hõlpsasti kui trafo tühijooksupinge on 55. .. 60 V. Väikese voolu korral (60. .. 70 A) on kaarleegi parema stabiilsuse saavutamiseks soovitav, et tühijooksupinge oleks 70... 80 V. Trafo tühijooksupinge tõstmine suurendab keevitusvoolu ohtlikkust. KEEVITUSTRAFODE PÕHILISED SKEEMID Ühe töökohaga keevitustrafodes kasutatakse järgmisi skeeme: - suurendatud magnetpuistega trafod; - ühel südamikul eraldi paispooliga trafod; - paispooliga kokkuehitatud trafod.
Kordamisküsimused. Betoonitööde masinad ja seadmed. 1. Betoonitööde masinate ja seadmete kasutusala ja liigitus. Need masinad ja seadmed on vajalikud betooni ja mördisegude valmistamisel, transportimisel ja käsitsemisel, ehitiste betoonist ja r/b elementide valmistamisel ning müüri- ja krohvitööde teostamisel. Liigitus: 1. Tehnoloogilise otstarbe järgi: a) betooni- ja mördisegude valmistamise masinad ja seadmed b) betooni- ja mördisegude transportimise masinad ja seadmed c) betoonisegude tihendamise masinad d) r/b toodete tehaste tehnoloogilised seadmed 2. Liikuvuselt a) statsionaarsed b) teisaldatavad c) iseliikuvad 3. Tööprotsessi iseloomu järgi a) tsüklilise b) pideva tööprotsessiga. 2. Betoonisegude valmistamine, betooni- ja mördisegude segistite liigitus. betoonisegu valmistamine toimub spetsiaalsetes statsionaarsetes betoonitehastes, kiirelt monteeritavates teisaldatavates betoonsõlmedes ja mobiilsetes betoonsõlmedes. Segude valmi...
väiksem elektroodide omast. 4. Keevitus sulamatu elektroodiga inertgaasi keskkonnas Joonis 3. TIG keevitus keevitus sulamatu elektroodiga inertgaasi keskkonnas (TIG tungsten inert gas, euronormidele vastav tunnusnumber on 141) TIG keevituses kasutatakse inertgaasina tavaliselt puhast argooni või argooni segu vähese lämmastikoksiidiga (AGA MISON) Harvemini kasutatakse heeliumit (He) (Vt joonis 3) TIG keevitus on elekterkaarkeevitusprotsess, kus kaarleek põleb sulamatu volframelektroodi ja keevitatava materjali vahel. TIG protsessiga võib keevitada kas lisaainega või ilma. Lisaaine viiakse kaarleegi toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse kaarleegi juurde kaitsegaas, mis kaitseb keevisõmblust välisõhu kahjuliku mõju eest. TIG keevitus sarnaneb oma tehnoloogia poolest gaaskeevitusega. TIG keevituse eelisteks on, et see sobib väga paljude metallide
valik on tunduvalt väiksem elektroodide omast. 4. Keevitus sulamatu elektroodiga inertgaasi keskkonnas Joonis 3. TIG keevitus keevitus sulamatu elektroodiga inertgaasi keskkonnas (TIG tungsten inert gas, euronormidele vastav tunnusnumber on 141) TIG keevituses kasutatakse inertgaasina tavaliselt puhast argooni või argooni segu vähese lämmastikoksiidiga (AGA MISON) Harvemini kasutatakse heeliumit (He) (Vt joonis 3) TIG keevitus on elekterkaarkeevitusprotsess, kus kaarleek põleb sulamatu volframelektroodi ja keevitatava materjali vahel. TIG protsessiga võib keevitada kas lisaainega või ilma. Lisaaine viiakse kaarleegi toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse kaarleegi juurde kaitsegaas, mis kaitseb keevisõmblust välisõhu kahjuliku mõju eest. TIG keevitus sarnaneb oma tehnoloogia poolest gaaskeevitusega. TIG keevituse eelisteks
ära ning ka keevitustraatide valik on tunduvalt väiksem elektroodide omast. 4. Keevitus sulamatu elektroodiga inertgaasi keskkonnas TIG keevitus keevitus sulamatu elektroodiga inertgaasi keskkonnas (TIG – tungsten inert gas, euronormidele vastav tunnusnumber on 141) TIG keevituses kasutatakse inertgaasina tavaliselt puhast argooni või argooni segu vähese lämmastikoksiidiga (AGA MISON) Harvemini kasutatakse heeliumit (He) (Vt joonis 3) TIG keevitus on elekterkaarkeevitusprotsess, kus kaarleek põleb sulamatu volframelektroodi ja keevitatava materjali vahel. TIG protsessiga võib keevitada kas lisaainega või ilma. Lisaaine viiakse kaarleegi toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse kaarleegi juurde kaitsegaas, mis kaitseb keevisõmblust välisõhu kahjuliku mõju eest. TIG keevitus sarnaneb oma tehnoloogia poolest gaaskeevitusega. TIG keevituse
LÄMMASTIK N (ld.k. nitrogenium- salpeetri tekitaja) Leidumine Lämmastik esineb looduses nii lihtainena kui ühendites. Lihtainena leidub lämmastikku kõige rohkem atmosfääris, kus õhu koostises on teda 78,1 %. Ühendite koostises leidub lämmastikku erinevates mineraalides, eelkõige nitraatides ehk salpeetrites (NaNO3 tsiili, KNO3 india). Lämmastikku leidub ka valkudes ja nukleiinhapetes, olles seega kogu eluslooduse väga tähtis koostiselement. Lisaks esineb lämmastikku veel neutraalsete ja ioniseeritud aatomitena ning ühenditena Päikese ja teiste planeetide atmosfäärides, komeetide gaasipilvedes, udukogudes. Saamine Kuna lämmastiku keemistemperatuur on veidi madalam kui hapnikul, siis sellel erinevusel põhineb ka lämmastiku ja ka hapniku tööstuslik saamine vedela õhu fraktsioneerival destillatsioonil. Laboratoorselt saadakse lämmastikku mitmete ainete, peamiselt ammooniumdikromaadi või ammooniumnitriti kuumutamisel: (NH4)2Cr2O7 N2 + ...
Lisaks võib esineda südame fibrillatsioon, lihaskrambid. Vajalik südameuuring rütmihäirete suhtes ja jälgimine 24-48h. Hospitaliseerida. Elektripõletuste klassifikatsioon: Madalpingekahjustused (pinge alla 1 kV). Prevaleeruvaks on organismi üldseisundihäired, koe kahjustus on tagasihoidlik. Kõrgepingepõletused (pinge üle 1k V) Prevaleeruvad ulatuslikud koekahjustused, annavad hulgaliselt tüsistusi. Kaarleek = leegipõletus 1.3. Põletuse raskusaste ja sügavus Kokkupuude tuliste faktoritega põhjustab kudede ülekuumenemise. Põletuse ehk koekahjustuse raskusaste oleneb: põletuse sügavusest, põletuse ulatusest, hingamisteede kahjustusest, kannatanu vanusest. Põletuse sügavus oleneb: kuumuse intensiivsusest, toimeajast (ekspositsiooniaeg), naha paksusest, verevarustusest,
Põhjenda. 15.Mida nimetatakse endainduktsiooni elektromotoorjõuks? 16.Miks voolu väljalülitamisel vool ei katke hetkeliselt vaid eksponentsiaalselt? 17.Miks ei saavuta vool pika juhtme või pooli ühendamisel vooluallikaga oma nimiväärtust hetkeliselt, vaid teatud ajavahemiku vältel? 18.Kus praktikas endainduktsiooni nähet kasutatakse? Kus endainduktsiooni nähe on kasulik ja kus kahjulik nähe? 19.Miks tekib ahela väljalülitamise kontaktide vahele kaarleek? 20.Millal on kontaktide vahel kaarleek suurem, kas ahela sisselülitamisel või väljalülitamisel? Põhjenda. 21.Millest oleneb endainduktsiooni emj.? 22.Millal tekib juhtmesse või pooli endainduktsiooni elektro- motoorne jõud ja millal ta on eriti suur? 23.Mida nimetatakse variomeetriks? 24.Mida kujutab endast bifilaarne mähis? Kus teda kasutatakse? 25.Milline on bifilaarsete mähiste takistus alalisvoolu ja vahelduv- voolu korral, kus neid kasutatakse? 26
tekkida palju pritsmeid.Kaitsegaas valitakse sõltuvalt keevitatavast materjalist. MIG/MAG keevitusel kasutatakse vastupolaarset alalisvoolu st. elektrood on ühendatud vooluallika plussklemmiga ja tagasivoolujuhe miinusklemmiga. Osad: Vooluallikas ja juhtimisaparatuur; Traadi etteandeseade; Gaasiseadmed Keevitamine sulava elektroodiga ehk MIG/MAG-keevitus keevitamisel kasutatakse keevitustraati. Kaarleek tekitatakse keevitustraadi ja keevitatava detaili vahele. Keevitustraat antakse etteandemehhanismi abil sulamiskiirusele vastava kiirusega kaarleegi piirkonda. Kaitsegaas võib paikneda eraldi mahutis, kus voolikute abil juhitakse see kaarleegi põlemispiirkonda või paikneda keevitustraadis. 9. TIG- ja plasmakeevitus. TIG Keevituskaar põleb sulamatu volfram elektroodi otsa ja detaili vahel ning on ümbritsetud suudmest väljuva gaasijoaga
on tunduvalt väiksem elektroodide omast. 4. Keevitus sulamatu elektroodiga inertgaasi keskkonnas >> Joonis 3. TIG keevitus keevitus sulamatu elektroodiga inertgaasi keskkonnas (TIG - tungsten inert gas, euronormidele vastav tunnusnumber on 141) TIG keevituses kasutatakse inertgaasina tavaliselt puhast argooni või argooni segu vähese lämmastikoksiidiga (AGA MISON) Harvemini kasutatakse heeliumit (He) (Vt joonis 3) TIG keevitus on elekterkaarkeevitusprotsess, kus kaarleek põleb sulamatu volframelektroodi ja keevitatava materjali vahel. TIG protsessiga võib keevitada kas lisaainega või ilma. Lisaaine viiakse kaarleegi toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse kaarleegi juurde kaitsegaas, mis kaitseb keevisõmblust välisõhu kahjuliku mõju eest. TIG keevitus sarnaneb oma tehnoloogia poolest gaaskeevitusega. TIG keevituse eelisteks on, et see
I. Töötervishoiu (TTH) ja tööohutuse seadus (TO) Tööandja ennetustegevus Seadus sätestab töölepingu alusel töötavate ja avaliku teenistuse töötajatel tööle esitavad tööohutuse nõuded, tööandja ja töövõtja õigused ja kohustused, tervisele ohutu See on meetmete kavandamine ja rakendamine terviseriskide vähendamiseks või töökeskkonna loomisel ja tagamisel, TTH ja TO korraldamise ettevõtte ja riigi tasandil, ärahoidmiseks ettevõtte töö kõikides etappides ning töötaja kehalise, vaimse ja sotsiaalse vastutuse nõuete rikkumise eest. heaolu edendamiseks. TO on meetmete kogum, mis on mõeldud töötaja tervisekahjustuste vältimiseks, töö Põhimõtted kohandamiseks töötaja võimetele ning töötaja füüsilise, vaimse ja sotsiaalse heaolu ...
1. Perpendikulaarid? Ahtri perpendikulaar- rooltäävi ja suvise veeliini ristumiskoht, rooltäävi puudumisel rooli palleri ja suvise veeliini ristumiskoht Vööri perpendikulaar- suisel lastiliinil vööri ja veeliini ristumiskoht 2. Milliseid laeva pikkuseid on olemas? Perpendikulaaride vaheline kaugus (LPP)- perpendikulaaride vaheline kaugus mõõdetuna suvisel veeliinil Amidship- ½ perpendikulaaride vaheline kaugus Lenght overall- laeva maximaalne pikkus (arvesse võttes kõiki väljaulatuvaid osi) Loyd’s lenght - sama, mis Lpp kuid ei tohi olla vähem kui 96% ja rohkem kui 97% maksimaalsest suve laadliini pikkusest. Kui laeval on ebaharilik vööri või ahtri konstruktsioon, siis lähenetakse vastavalt konkreetsele laevale Register lenght – laeva pikkus vöörtäävist kuni ahtertäävi kinnituseni või rooli palleri kinnituseni, nende mõlema üuudumisel ahtripeeglini IMO lenght - 96% veeliini pikkusest 85% teoreetilisest pardakõrgusest mõõdetuna kiilu pea...
Sissejuhatus.................................................................................................................................2 Ohutusnõuded gaaskeevitustöödel............................................................................................3 Ohutusnõuded elekterkeevitustöödel..........................................................................................5 Ohutusnõuded elektri käsitööriistade kasutamisel......................................................................6 Ohutusnõuded treimisel.............................................................................................................. 7 Ohutusnõuded giljotiinkääridega töötlemisel........................................................................... 10 Ohutusjuhend puurpingil töötajale............................................................................................14 Sisemine kamber (joonis 1)...........................
motoorjõu eL , mis on toiteallika vooluga samasuunaline ning püüab takistada voolu vähenemist. Seepärast vool ei vähene hetkeliselt vaid eksponentsiaalselt, nagu näha järgneval joonisel. Ahela katkestamise hetkel on lüliti kontaktide vahel pinge U + eL , mis võib mitmekordselt ületada toiteallika pinge. Seetõttu võib lüliti kontaktide vahel tekkida kaarleek, mis ioniseerib õhu ja võimaldab pärast kontaktide avanemist voolu kestmist veel mõne hetke. Sädelemine või kaarleek kahjustab lüliti kontakte. Seepärast on mehaanilised lülitid enamasti varustatud vedruga, mis väljalülitamisel kiirendab kontaktide eemaldumist. Mistahes pooli induktiivsus sõltub tema kujust ja on võrdeline keerdude arvu ruuduga. Pooli põhilisteks tunnussuurusteks on aktiivtakistus R ja induktiivsus L. 60 4.9 Magnetvälja energia Magnetvälja tekitamiseks tuleb kulutada elektrienergiat ja vastupidi: kadumisel indutseerib magnetväli elektromotoorjõu ja voolu, see
põlevgaasi hapnikus või kaarleegiga. Etüüni-hapniku leegi temp ligikaudu 2000, mis on küllaldane enamiku metallide keevitamiseks. Propaan 2700, MAPP 3000(ohutum, odavam kui etüün), aeglane kuumutamine, nii eelis kui puudus, hea õhukese metalli jaoks, süsinikteraste ja värviliste metallide jaoks, pisi- ja remonditööks, üle 5mm paksusega metall võib deformeerida, ei kasutata konstruktsioonide valmistamiseks. Teine on kaarleegiga keevitamine, kus tekitatakse kaarleek keevituskoha ja metallelektroodi vahele. Temp üle 3000, madal pinge, suur voolutugevus(100-200A). Elektroodid sulatavad(3-6mm) ja mittesulatavad. Sulatavad kaetud kattega, mille eesmärgiks kerge ioniseerimine, kaare süütamine ja põlemine, keevituskoha kaitsmine õhust, räbustid, keevisõmbluse tugevuse ja kvaliteedi parandamine. TiO2, SiO2, CaCO3, K2CO3 jm. Saadakse spets keevitustrafost. Metallelektrood kaetud räbustiga, andes keevisliite jaoks vajalikku lisametalli. Sulakeevitus