keerme treilõikus, mille profiil vastab lõigatava keerme profiilile. Treipingid: otstarbe järgi jagunevad metallilõikepingid üld- ja eriotstarbelisteks. Eriotstarbelised pingid on kitsa kasutusalaga enamasti ühetüübiliste detailide töötlemiseks. Üldotstarbeliste lõikepinkide liigitamisel aluseks võetakse töötlemismeetod, mis hõlmab lõikurit, töödeldava pinna kuju ja töötlemisskeemi. Eristatakse trei-, puur-, lihv-, hambalõike-, frees- jm. pinke. Freesimine: Freesimine on lõiketöötluse universaalsemaid tehnoloogilisi protsesse, mille puhul lõikuriks on frees. Freesimisega töödeldakse horisontaal-, vertikaal- ja kaldpindu, astmeid ja sooni, tükeldatakse metalli, samuti töödeldakse keerukaid kujupindu, näiteks hammasrataste sirg- ja kaldhambaid, liistusooni, keermeid jm. Freesid: Frees on pöördkehakujuline lõikur, mille lõikehambaid võib vaadelda üksikute terikutena. Vastaselt otstarbele on kasutusel mitmesugused kuju ja konstruktsiooniga freese
Ehitusmaterjalide 1. KT 1. Ehitusmaterjalide omadused Standard - dokument, millega kehtestatakse nõuded Standardi ülesandeks on piiritleda materjali omadusi * Füüsikalised omaduse * Mehaanilised omadused * Termilised omadused * Keemilised omadused * Tehnoloogilised (kasutusomadused) ___________________________ Füüsikalised: Tihedus - mahuühiku mass looduslikus olekus Eritihedus - mahuühiku mass tihedas olekus Poorsus - protsent materjalid kogumahust moodustavad poorid Veeimavus - materjali võikme imeda endasse vett Hügroskoopsus - materjali võime imeda endsse niiskust õhust Sorptioon - õhuniiskuse vähendeds materjali kuivamine Veekindlus - materjali omadus takistada vee läbitingimist Mehaanilised omadused: Tugevus - kehade võime purunemata taluda pingeid koormuste tulemusena (staatiline ja dünaamiline) Deformatisoon - keha omadus muuta oma kuju ja vormi massi kaotamata (plastsed ja elastsed) Survetugevus - haprate materjalide ...
). Hüdrolüüsitööstus- mikrobioloogiline puidu ümertöötlemine. Põhitoodanguks piiritus, sünteetiline kautshuk, söödapärm, furfurool, tugev süsihape (kuiv jää) jt. Puidu mehhaaniline töötlemise tulemuste arvestus: I Pooltoodete tootmisgrupp. Metsast väljaveetav puit tüvestena, palkidena, propsidena töödeldakse ümber: 1. Lauatööstus - palkidest saetakse lauad, prussid, toorikud, tehnoloogiline laast.Peamine töötlemise viis - saagimine, freesimine, kuivatamine. 2. Puitmajade detaile töötlev tööstus. Töötlemisviisiks saagimine, freesimine, kuivatamine. Toodang - pruss ja kilpelemendid. 3. Kihilise liimitud puidu tootmine - spoon, vineer, vineerplaat, kihiline puitplastik, vineertorud, tislerikilbid, liimitud toorikud. Töötlemisviisiks ringkoorimine (spoonitreimine), kuivatamine, liimimine. 4. Puitkiud ja puitlaastplaatide tootmine. Töötlemisviisiks puidu peenendamine, kuivatamine, pressimine. II
2.3 Servade lihvimine 2.4 Nurkade lihvimine 2.5 Tasanduslihvimine 2.6 Peenlihvimine 2.7 Viimistluslihvimine 2.8 Põranda kaitsmine 3. Viimistlus 4.Tööohtus 5. Nipid Sissejuhatus Lihvimine on lõiketöötluse üks vormidest. Seda kasutatakse väga laialdaselt, kuid kõige levinumaks alaks on puutööstus. Antud töö eesmärgiks on selgitada lihvimise olemust, etappe ja tööohutust ja lisaks ka erinevaid nippe. Lihvimine Metallide mehaanile lõikamise meetodid on: avardamine, freesimine, hambalõikamine, hoonimine, hööveldamine, hõõritsemine, kammlõikamine, keermetamine, käiamine, plankimine, poleerimine, puurimine, saagimine, treimine, soveldamine, superfinis, viilimine ja lihvimine. Lihvimine on materjalide lõiketöötlemine abrasiivlõikeriistaga, mille lõikavateks elementideks on abrasiivmaterjalide terad. Teravate servadega terad on suure kõvaduse (2200-3100 kg/mm2) ja soojuskindlusega. Terad on ühendatud
27.Metallurgia Metallurgia on metallide ja metallisulamite ning nendest pooltoodete tootmise tööstusharu. Eristatakse: · rauametallurigat e. ferrometallurgiat, mis hõlmab raua ja rauasulamite (teras, malm) tootmist; · mitterauametallurgiat e. värvilismetallide metallurgiat, mis hõlmab mitterauametallide (Cu, Al, Mg, Ti jt.) toomist. Pürometallurgia metallide ja sulamite tootmine kõrgetel temperatuuridel, mis tekib kütuse põlemisel 29. Valamine liivvormi või teiste keemiliste reaktsioonide toimel. Liivvormvalu puhul valand vormitakse Hüdrometallurgia metallide saamine nende liivvormis, mille siseõõnsus soolade vesilahustest; kasutatakse paljude kopeerib valandi kuju. mitterauametallide tootmisel. Liivvorm koosneb ülemisest ja · Elektrometallurgia metallide ja sulamite saamine alumisest vormipoolest...
pressid. Freesturvas on toodetud ümbervallituse meetodil (Peco), masinad samad, mis Iirimaal. Toodetakse ka pätsturvast. Saksamaal on toodetud bageritega. Kaasajal on kaevandamine lõppenud. Inglismaal tööstuslikku tootmist ei ole. 12. Sõltuvalt kasutatava koguri tüübist kasutatakse kasutatakse 4 tehnoloogilist skeemi, mis nimetatakse koguri järgi. 1. kogumine mehaaniliste koguritega (punkermasinatega). See on vanim skeem. Tehnoloogiline skeem koosneb 5 operatsioonist: turba freesimine 5...20 mm sügavuselt; turba pööramine; vallitamine; kogumine; aunatamine väljaku otsas; 2 See tehnoloogia oli endises EPT süsteemis ja on sellest väljakasvanud ettevõtetes põhiline. 2. Turba koristamine pneumokoguritega (näide Eestis Tootsi briketitehases) freesimine, pööramine; kogumine; aunatamine väljaku otsas; 3. Ümbervallitamise tehnoloogia freesimine; pööramine; vallitamine; korduv
töid aga kobestatakse maapinda. Esimene väetamine toimub 2. pärislehe faasis, teine 4. lehe ja kolmas väetamine väätide moodustamise faasis. Mineraalväetised antakse ümber taime 8-10 cm sügavusele. Kuni reavahed pole veel täis kasvanud, teha niisutamiseta aladel kasvatamisel 2-4 kultiveerimist, aga niisutatavatel põldudel kultiveerida peale iga niisutamist. https://www.youtube.com/watch?v=CWzkU_ueHCE – Freesimine, väetise pritsimine taimedele. https://www.youtube.com/watch?v=_JhgtTcOFyU – Väetamine ja tõrje VÄETUSPLAAN Kõrvitsale eelnev kultuur: Harilik sibul. Vaja: N 235kg, P 105kg, K 385kg, Ca 192kg, Mg 47kg. Sügiskünni alla: 795 kg dolomiidijahu, millega saab 159kg Ca Põhiväetus enne külvi: NPK 11-09-20 väetist 909 kg, millega saab mulda 100kg N; 81,81kg P2O5; K2O 185kg; 14kg Mg, 14kg Ca
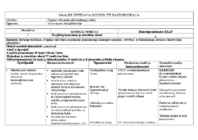
Mehaanikateaduskond Eriõppe projekt MEX0030 Töö autor: Juhendaja: Tallinn 2015 Sisukord Sisukord......................................................................................................................................2 1.Marsruuttehnoloogiad..............................................................................................................3 1.1.Võll....................................................................................................................................3 1.2.Ellips.................................................................................................................................5 1.3.Plaat...................................................................................................................................9 2.Lõikerežiimid.............................................................
POORBETOON MAAILMAS Poorbetoon, nagu nimetuski ütleb, on poorse struktuuriga kivipõhjaline materjal. Poorbetooni valmistamise tehnoloogia printsiibid leiutati 1920.-30.-ndatel aastatel Soomes ja Rootsis. Esimesed kaks poorbetoontoodete valmistamise tehast rajati Rootsis, kust on pärit ka selle materjali vanimad ja tuntumad kaubamärgid Siporex ja Ytong. 1930-ndate aastate lõpus tegutses Siporex tehas ka Lätis. Inglise keeles on poorbetooni rahvusvaheliselt kasutatav nimetus Autoclaved Aerated Concrete, lühendatult AAC või ka aircrete, saksa keeles porenbeton, rootsi keeles lättbetong, soome keeles höyrykarkaistu kevytbetoni. Tänaseks on poorbetoontoodete tootmise tehnoloogia ja seadmed võrreldes algusaastatega tohutult arenenud, mis on lubanud veel reljeefsemalt välja tuua selle materjali unikaalsed omadused kerguse ning samas ka tugevuse, mis lubab ühes materjalis ühendada nii soojustus- kui konstruktiivse materjali omadusi. Tänapäe...
Nimetus CNC tuleneb ingliskeelsetest sõnadest computer numerical control, eesti keeles oleks see siis vastavalt arvutijuhtimisega robot-tööpink. Tööpinki juhitakse arvutiprogrammi abil, mis annab tööpingile vajaliku info töö teostamiseks. NC-pink on arvutijuhtimisega tööpink. Lühendit kasutatakse vanemate tööpinkide puhul, kus programm tehti käsitsi. Nimetus NC tuleneb ingliskeelsetest sõnadest numerical control. CNC-pingi võimaluste alla kuulub, freesimine, puurimine, augustamine, erikujuliste detailide lõikus ja ka graveerimine. Pingi märksõnadeks on kindlasti tootlikkus, paindlikkus ja kvaliteet. Paindlikkus- joonisest võimalikult kiiresti valmistada cnc-tööpinkidele vajalik NC- kood (NC programm), cnc-tööpinkide omaduste tundmine, õigete terade ja tehnoloogiate valik, võimalik valmistada kiirelt ka väikseid koguseid detaile. Tootlikkus- võimalikult mitu
Tehnoloogia kasutamise vastu aga räägib stantsivormide kõrge hind, kuid arvestades stantsimistehnoloogia täpsuse ning saadava detaili pinnakvaliteediga, on see õigustatud, kuna tänu sellele võib vahele jätta paljud muidu aeganõudvad lõiketöötlusprotsessid. Tootmisprotsessi kirjeldus - Tooriku lõikamine ümarmaterjalist - Detaili valmistamine kuumvormstantsimise teel (T 800o C) - Detaili puhastamine kraadisoonest - Hammaste lõikamine - Ava ülepuurimine - Soone freesimine 12. Termotöötlus Kuna valitud terase EN 10277-2 näol on tegemist tsementiiditava terasega, viime termotöötlusel läbi ka tsementiitimisprotsessi temperatuuril 900o C. Sellega rikastame tiguratta pinnakihti süsinikuga, muutes selle kõvemaks ning seega kontaktpingele vastupidavamaks. Detaili mahajahtumisel teostame induktsioonkuumutamise teel pindkarastuse 9 temperatuuril 800o C. Sellega saavutame piisava pinnakõvaduse, kuid säilitame sitke südamiku
6. Juhtprogrammi infokandja järgi 7. Korrektsioonide andmise võimaluste järgi 8. Tööreziimide järgi 9. Juhtsüsteemi mälumahu järgi Töömehhanismi liikumise järgi · Täisnurkne juhtimine · Positsioonjuhtimine · Lineaarne juhtimine · Kontuurjuhtimine Täisnurkne juhtimine Liikumine toimub paralleelselt või risti koordinaattelgedega (Töömehhanism liigub ettenihkel korraga ühe telje suunas). Rakendus: silindriliste pindade treimine, freesimine paralleelselt telgedega. Positsioonjuhtimine Liikumine toimub tasapinnal või ruumis positsioneerimisega igas punktis, lõikeriista liikumise trajektoori ei kontrollita. Rakendus: puurimine, punkkeevitus, lehtmaterjali töötlemiskeskused augustamisel. Lineaarne juhtimine Liikumine toimub mööda sirget (Töömehhanism liigub ettenihkel korraga kahe telje suunaliselt). Rakendus: kooniliste pindade treimine, sirgete freesimine. Kontuurjuhtimine Liikumine ühest punktist teise punkti toimub
rühma üldnimetus, kus metallid ühendatakse Treimise põhioperatsioonid on: 1) silinderpinna detaile läbiva elektrivoolu ja survejõu treimine; 2. otspinna treimine, 3. soone treimine; rakendamise toimel. 4) läbilõikamine, 5) silindersisetreimine; 6) tasase Lisametalli, räbusteid ja kaitsegaasi ei kasutata. sisepinna sisetreimine; 7) sisesoone treimine. Keevisõmbluse geomeetrilise kuju järgi 7) Freesimine karakteristikud eristatakse: Freesimine on lõiketöötluse universaalsemaid punktkontaktkeevitust, tehnoloogilisi protsesse, mille puhul lõikuriks on joonkontaktkeevitust, frees. Freesimisega töödeldakse horisontaal-, reljeefkontaktkeevitust, vertikaal- ja kaldpindu, astmeid ja sooni, põkk-keevitust
d) Kaksikkäigu-ettenihe f2s (s2x) - kaksikkäigu ajaga määratud ettenihe. Môiste on kasutusel teriklôikurite korral, kus puudub tühikäik. e) Minutiettenihe fm (sm) - ajaühikuga minut määratud ettenihe 70. Kirjeldada joonisel toodud pikiettenihet kasutatavaid teriklõikamise liike? Joon. 4.6. Pikiettenihet kasutavad teriklõikasmise liike. a - tasandi töötlemine silinderfreesiga; b ja c - soone lõikamine ketasfreesiga. a ja b - ettenihkele kaasa freesimine; c - ettenihkele vastu freesimine. 1 - töödeldav toorik; 2 - sirghammas-tega silinderfrees; 3 - sirghammastega ketasfrees. 71. Mis annab parema tulemuse, kas pöörleva tööliikummise andmine toorikule või lõikeriistale, miks? Avade puurimi-sel võib anda pöörleva tööliikumise nii toorikule kui ka riistale. Esimesel juhul suundub puur täpsemini piki töödeldava ava telge. Lõikeservade ebasümmeetrilisusest tingitud lõikejõu radiaalkomponentide erinevus põhjustab ava läbimõõdu suurenemise
Lõiketõõtluse KT. 1 1. Tööriista materjalid a. Ideaalne tööriistamaterjal omab suurt kõvadust ka suurtel temperatuuridel ja ei ole rabe. 2. HSS –Kiirlõiketerased M2* a. Koostis muutumatu alates 1910 aastast, kuni 1940 a peamiselt kasutatav. b. Küllalt head lõiketöötlusomadused, kõvadus, vastupidavus kulumiskindlus. c. Rohkelt kasutatav puuride ja keermepuuride valmistamisel. d. Lisandid i. Süsinik 0.65-0.80%, ii. Kroom 3.75-4.0%, iii. Wolfram 17.25-18.75%, iv. Mangaan 0.1-0.4%, v. Räni 0.2-0.4%. e. Omadused i. Kõvadus 810-850 HV ii. Tihedus 8 -9 g/cm3 iii. Survetugevus 3000-4000N/mm2 iv. Kuumataluvus 550 ⁰C v. Elastsusmoodul 260-300 kN/mm2 f. HSSV-Vanaadium Kiirlõiketeras M9V i. Suur kulumiskindlus, kõva...
moonutatud. Sabloon ei ole kindlalt surutud vastu tugirõngast. 5. Suured kineemaatilised lained töödeldud Liiga suur ettenihkekiirus. Freesi lõikeservad ei pinnal. põõrle uhel ringjoonel. 6. Töödeldud pinna madal karedusklass. Nüri või valesti teritatud frees. Vastukiudu freesimine. Liigniiske puit. Tehnoloogiline praak puurpinkidele. Vertikaalpuurpink 1. Augu läbimõõt ettenähtust suurem. Puuri läbimõõt ei ole õige. Puur "viskab". 2. Augu asukoht ei ole täpne. Augu tsenter ei ole täpselt ette märgitud või ei ole tsenter ouku ette torgatud. Pingi seadistus (tugiklotsi ja piirdeklotsi asen) Ei ole täpne.
Mõõda ja lõika armatuurvardad sobivaks ning vajadusel painuta nurgavardad. Kasuta armatuuri A-III Ø 8 mm. Täida sooned AEROC plokiliimiga ning suru armatuurvardad soontesse. Veendu, et armatuur saaks korralikult liimiga kaetud ja eemalda ülearune liim. Armatuuri jätkamisel peaks ülekate olema ~300 mm. Murfor armatuur Armeerimisel võid kasutada ka Murfor armatuuri. Tegemist on õhukese tsingitud valmisarmatuuriga (L=3,05m), mille paigaldamine on lihtsam ja kiirem. Jääb ära soonte freesimine! Kõikepealt kanna plokkide pinnale kiht plokiliimi ja aseta paika Murfor. Nüüd kanna pinnale teine kiht liimi ja võid alustada järgmise plokirea paigaldamisega. Murfori jätkamisel peab ülekate olema 250 mm. Juhtpuud Müüriladumise hõlbustamiseks paigalda hoone nurkadesse laudadest juhtpuud. Tee juhtpuudele kõrgusmärgid iga 200 mm tagant. Kinnita nöör, mis hõlbustab järgmise plokirea ladumist. Järgmiste plokiridade paigaldus
Lamellfreesi kasutatakse lamell-liidete jaoks süvendite freesimiseks. (Lamellid sarnanevad oma funktsioonilt tüüblitega, ning kujutavad endast ovaalseid kokkupressitud plaadikesi). Universaalfreesi on võimalik kasutada nii ülafreesina kui lamellfreesina. See eeldab vastavate rakiste olemasolu. Samuti on universaalfreesi võimalik kasutada otslihvimismasinana. 21 Universaalfreesiga freesimine paralleeljuhiku abil. Ringlõikur on mõeldud põhiliselt kipsplaatide töötlemiseks, kuid kasutatakse ka puidu, puitlaastplaatide ja plastide töötlemiseks. Puuritaoline freesitera võimaldab alustada lõiketöötlemist materjali mistahes punktist ning lõigata välja erinevaid kujundeid ja figuure. Nõuandeid freesi kasutajale. 1.Freesimine peab toimuma ühtlase sujuva liikumisena. 2.Mida suurema läbimõõduga on freesi tera, seda madalamad peavad olema pöörded. Pehme puidu puhul
valmistada polt. Esmalt tutvusime freespingiga. Freespink oli seadistatud poldi kantide freesimiseks. Kinnitasime tooriku freespinki ning freesisime poldi kandid toorikut 60 º sammuga ümber oma telje liigutades. Seejärel kasutades soonetera lõikasime treipingis poldi pikkuse parajaks ning faasiteraga treisime poldi pea ning otsafaasi. Tsentripukki kinnitasime poldi keermestaja ning pöörlemis kiiruse valisime minimaalse ~80p/min. Viimaseks tööks oli silindrist haamri tooriku freesimine. Selleks kasutasime horisontaalfreespinki. Kinnitasime tooriku pinki ning seadistasime lõiketera kõrguse selliseks ,et tera lõikaks kuni 2mm kihi. Kordasime protsessi iga külje jaoks kuni saime sobiva kujuga detaili. Kuna freesides saadud servad polnud kvaliteetsed siis kasutasime servade silumiseks viili. 5 Keevitamine
elamuehituses konstruktsioonielementidena. Veel valmistatakse alumiiniumist köögitarbeid (lusikad, potid, kastrulid jne). Alumiiniumi ja alumiiniumisulameid kasutatakse laialdaselt lennukiehituses. Erinevalt enamikest teraseliikidest ei muutu aluminium madalatel temperatuuridesl rabdeks, vastupidi, ta muutub veelgi vastupidavamaks. Alumiinium on kergesti vormitav. Seda on kerge töödelda mitmel eri meetodil: freesimine, puurimine, painutamine, tükeldamine. Alumiinium peegeldab hästi nii nähtavat valgust kui ka soojuskiirgust, tänu sellele kasutatakse teda peeglite valmistamisel. Õhus püsib alumiinium tavaliselt toatemperatuuril muutumatuna, sest ta pind on kaetud õhukese oksiidikihiga. 13 Al 3 26,9815 8 Alumiinium 2 Raud Raud on keemiline element sümboliga Fe, mis tuleneb ladinakeelsest nimetusest Ferrum
· Tööriistad (lõike-, mõõte- ja abitööriistad) · Energia (valgus, elekter) · Nõudlus, turg · Aeg · Joonis (eeskuju, skits, visand) · Materjal 3 ERINEVAD LÕIKETÖÖTLEMISE VIISID silinderfreesiga sõrmfreesiga FREESIMINE VÄLISPINNA TREIMINE PUURIMINE SISEPINNA TREIMINE LIHVIMINE ümarlihvpingil HÖÖVELDAMINE STOOSIMINE tõukepingil 4 TREIPINGI PÕHIOSAD
5. Suured kinemaatilised lained töödeldud pinnale. · Liiga suur ettenihkekiirus. · Freesi lõikeservad ei pöörle ühel ringjoonel. 6. Töödeldud pinna madal karedusklass. · Nüri või valesti teritatud freesi. · Vastukiudu freesimine. · Liigniiske puit. Tehnoloogiline praak freesidel (Universaalfreespingid) Puurpingid Praagi liik Tekkimise põhjus 1. Augu läbimõõt on ettenähtust suurem. · Puuri läbimõõt ei ole õige. · Puur ,,viskab". · Spindli laagrites on lõtk. 2. Augu asukoht ei ole täpne
5. Suured kinemaatilised lained töödeldud pinnale. · Liiga suur ettenihkekiirus. · Freesi lõikeservad ei pöörle ühel ringjoonel. 6. Töödeldud pinna madal karedusklass. · Nüri või valesti teritatud freesi. · Vastukiudu freesimine. · Liigniiske puit. Puurpingid Tehnoloogiline praak puurpinkidel (Vertikaalpuurpink) Praagi liik Tekkimise põhjus 1. Augu läbimõõt on ettenähtust suurem. · Puuri läbimõõt ei ole õige. · Puur ,,viskab". · Spindli laagrites on lõtk. 2
Kordamisküsimused õppeaines PK.0541TAIMEKASVATUSE ÜLDKURSUS 1. Taimekasvatuse areng ja lähitulevik, taimekasvatuses kasutatavad uurimismeetodid Taimekasvatuses kasutatavad uurimismeetodid 1. Põldkatsete meetod - uuritakse sordi, külvise kvaliteedi, külviaja, külviviisi jms. mõju saagile ja selle kvaliteedile · Põldkatsete puuduseks on töömahukus ja kordumatus täpselt samasuguste tingimuste puudumisetõttu 2. Nõukatsete meetod - taimi kasvatatakse vegetatsiooninõudes, mis asuvad reguleeritavates tingimustes (kasvuhoonetes, kliimakambrites) · Nõukatsete tulemused pole otseselt põllutingimuste rakendatavad 3. Tootmiskatsete meetod - korraldatakse suurtel pindadel tootmistingimustes kõige perspektiivsemate katse variantidega Taimekasvatus sai alguse subtroopilises kliimavöötmes. Vanemad taimekasvatuse piirkonnad olid Hiina, India , Iraan ja Mehhiko ning Peruu. Kesk-Aasias ja Taga-Kaukaasiassai taimekasvatu...
Jäigad ja elastsed katendid. ·Kate, katendi konstruktsioon, muldkeha. ·Vesi, liikluskoormus, katendi vanus. ·Eesmärgiks on vee eemale hoidmine katendi konstruktsioonist, selleks tuleb kate hoida veekindlana ning tagada vee äravool, et teeservadesse ei tekiks lompe. Praod tuleb kohe pärast teket sulgeda ning teepeenar tuleb teha nii, et teeservadesse ei tekiks lompe. ·Parandatakse katte ülemine osa ulatuses 50-100mm. Tegemise võimalused: asfaltbetoonist ülekate, freesimine ja freesitud kihi asendamine, suhteliselt õhukese asfaltkihi stabiliseerimine. ·Võimalused: täielik rekonstrueerimine, olemasolevale pinnale lisakihtide laotamine, materjali sügav stabiliseerimine. ·Eelfreesimiseta stabiliseerimisel laotatakse lisatav täitematerjal vana teekatte pinnale ning seejärel freesitakse ja segatakse segamisfreesi ühe käiguga. Eelfreesimisega stabiliseerimisel lisatakse vajalikud materjalid pärast olemasoleva katte
d. 600 oC, teraste ja malmide töötlemiseks masstootmises Question 32 Correct Mark 1.00 out of 1.00 Flag question Question text Reastage järgnevad lõiketöötlemise viisid detailide mõõtmete täpsuse vähenemise järjekorras (esikoht täpseim) Select one: a. lihvimine hõõritsemine avardamine b. puurimine avardamine kooriv treimine c. puurimine avardamine hõõritsemine d. freesimine hõõritsemine lihvimine puurimine Question 33 Incorrect Mark 0.00 out of 1.00 Flag question Question text Treimisel mõjutab kõige rohkem töötlemistäpsust (mõõtmete tolerantsid, kujuhälbed) järgmine lõikejõu komponent: Select one: a. summaarne lõikejõud (3 vektori summa) b. lõikekiiruse suunas Fc või Fz c. ettenihke suunas Ff või Fx d. radiaalsuunaline Ft või Fy Question 34 Correct Mark 1.00 out of 1.00
1.1. (Vaba-)sepistamine 2.1. Muldvormidesse 1.2. Stantsimine 2.2. Kokillidesse 1.3. Valtsimine 2.3. Survevalu 1.4. Pressimine 2.4. Tsentrifugaalvalu 1.5. Tõmbamine 2.5. Pidevvalu 2.6. Väljasulatatavate mudelitega 3. Lõiketöötlemine 4. Abrasiivtöötlemine 3.1. Treimine 4.1. Käiamine 3.2. Freesimine 4.2. Lihvimine 3.3. Puurimine 4.3.1. Tasalihvimine 3.4. Saagimine 4.3.2. Ümarlihvimine 3.5. Viilimine 4.3.2.1.Tsentritega 4.3.2.2.Tsentriteta 4.4. Soveldamine 4.5. Hoonimine 5. Keevitamine 6. Termiline töötlemine 5.1. Gaaskeevitus 6.1. Karastamine 5.1.1
Aeroc-tooted valmistatakse valumassi aurutades kõrge surve ja temperatuuri all. Materjali tihedus kuivas olekus on 300 kuni 600 kg/m3. Armeerimist vajavatel juhtudel on armeerimise miinimumnõue täidetud kui 375 mm, 300 mm ja 250 mm paksuses seinas paigaldatakse igasse neljandasse vuuki kaks armatuurvarrast ning 200 mm ja 150 mm paksuses seinas üks varras Ø 8 mm. Armatuuri ei saa panna silluste pealispinda, kuna soonte freesimine sillustesse on keelatud. Deformatsioonivuukides tuleb armatuur katkestada. Uue võimalusena seinte armeerimisel kasutatakse Murfor armatuuri. See armatuur leiab järjest laialdasemat kasutamist just tänu paigalduse lihtsusele. Armatuur on tsingitud ja koosneb õhukestest teraslehtedest (1,5 mm), mis on omavahel ühendatud peenikese traadiga. Murfor EFS on spetsiaalselt välja töötatud kasutamiseks õhukestes liimvuukides. Plokkide pealispinda ei pea
oksüdeerumine klimaatilistes tingimustes, korrosioon happelises keskkonnas, elektrolüütiline korrosioon, korrosiooni kindlust määratakse (1gramm cm 3kohta sekundis). 3. Tehnoloogilised omadused: määratakse töökohal, töö instrumentide abil. Valatavus, keevitavus, sepistamiseks(survega töötlemisel), keemiliselt töödeldav. 4. Detailide valmistamiseks vajalikud tehnoloogilised omadused: 1) Puurimine, teritamine, freesimine, hööveldamine ja lihvimine. Lõike töötlemiseks vajalikud materjalid. Operatsioonid on vaja tunda tehnoloogilisi omadusi. 1) lukksepa tööd Materjalide siseehitus ehk struktuur Materjalid liigitatakse: 1) kristallilised ained, mis on tahked metallid ja mille aatomid paiknevad ruumis korrapäraselt kindla süsteemiga ja omavad kindlat sulamis temperatuuri sulamis tempi. 2) Amorfsed ainde, mille aatomite paigutus on korrapäratu ja nad ei oma kindlat sulamis temp-i
1. Aatomi ehituse skeem suhtena. Kõvaduse määramine Rockwelli meetodil Kõvadus Rockwelli meetodil määratakse sissesurumise jälje sügavuse järgi: teraskuul läbimõõduga 1,6 mm ja jõud 980 N (100 kgf) – skaala B; teemantkoonus tipunurgaga 120° ja jõuga 580 N (60 kgf) või kõvasulamkoonus jõuga 1470 N (150 kgf). Kõvadust iseloomustab kuuli või koonuse ...
%20semester/Konstruktsioonimaterjalide%20tehnoloogia/test/Test%2... 7.05.2014 16:43:35 Test 5. Lõiketöötlemine Page 5 Küsimuse tekst Reastage järgnevad lõiketöötlemise viisid detailide mõõtmete täpsuse vähenemise järjekorras (esikoht täpseim) Vali üks: a. puurimine avardamine hõõritsemine b. freesimine hõõritsemine lihvimine puurimine c. puurimine avardamine kooriv treimine d. lihvimine hõõritsemine avardamine Küsimus 16 Valmis Hinne 1,00 / 1,00 Mitte märgistatudMärgista küsimus Küsimuse tekst Taylori valemi abil määratakse materjalide lõiketöötlemisel: Vali üks: a. detaili kalestunud pinnakihi paksus b. optimaalne ettenihke suurus c
..7%) 22. Käsikaarkeevituse vooluallikad Reeglina kasutatakse madalapingelist (15...40 V) ja suurt voolu (15...500 A) andvat erikonstruktsiooniga vooluallikat. Ohutuse seisukohalt piiratakse tühijooksupinget. 23. Õhukese pleki keevitamine Plasmakeevitust võib kasutada praktiliselt kõikide metallide keevitamiseks. Selle keevitusega võib kokku keevitada nii paksu kui ka õhukese plaadi. Õhukest plaati saab keevitada ka TIG- keevitusega. 24. Soone freesimine Tüüpiline freespingi põhioperatsioon. Mittetraditsiooniliste meetoditega saab freesida peeneid sooni. Peamiselt kasutatakse universaaltreipinki ja freesi. 25. Lõikeriista nõuded Lõikekiirus, s.o lõikuri summaarne tööaeg lõikeprotsessis. 26. Poorsed pulbermaterjalid Filtrid, soojusisolatsioonimaterjalid, pindade jahutus, protsessid keevkihis, pneumolaagrid, poorsed katalüsaatorid, poorsed elektroodid, aeraatorid. Poorseid pulbermaterjale iseloomustav põhiomadus on läbilaskvus.
Valamine 1.1. (Vaba-)sepistamine 2.1. Muldvormidesse 1.2. Stantsimine 2.2. Kokillidesse 1.3. Valtsimine 2.3. Survevalu 1.4. Pressimine 2.4. Tsentrifugaalvalu 1.5. Tõmbamine 2.5. Pidevvalu 2.6. Väljasulatatavate mudelitega 3. Lõiketöötlemine 4. Abrasiivtöötlemine 3.1. Treimine 4.1. Käiamine 3.2. Freesimine 4.2. Lihvimine 3.3. Puurimine 4.3.1. Tasalihvimine 3.4. Saagimine 4.3.2. Ümarlihvimine 3.5. Viilimine 4.3.2.1.Tsentritega 4.3.2.2.Tsentriteta 4.4. Soveldamine 4.5. Hoonimine 5. Keevitamine 6. Termiline töötlemine 5.1. Gaaskeevitus 6.1. Karastamine 5.1.1. Propaankeevitus 6.2
· Soodustab pindmises mullakihis umbrohuseemnete Idanemist Libistamise tulemus · Libisti täidab oma ülesannet sel juhul, kui künniviil korralikult kobestub · Muld peaks olema kirju väljanägemisega künniviilude harjad hakkavad muust pinnast heledaks muutuma · Libistamise efekt väheneb oluliselt kui muld on kõvaks kuivanud · Sobivam mullaniiskus on 50-60% maksimaalsest veemahutavusest, raskematel muldadel väiksema, kergematel suurema niiskuse juures Freesimine · Freesimine on mulla ettevalmistamine külviks ühe töövõttega Freesimist tehakse 10 25 cm sügavuselt 57. Künd, künnisügavus, künniaeg · Põhiline mullaharimisvõte, mis reguleerib mulla omadusi pindmises 30 cm sügavuses kihis Künnisügavused: ·Teraviljadel 18 23 cm ·Rühvelkultuuridel 25 30 cm7 58. Äestamise ülesanded, mõju mulla õhu- ja veereziimile Äestamise ülesanded Külvieelsel mullaharimisel: · Pindmise mullakihi murendamine ja kobestamine
Lõiketõõtluse KT. NR. 2 1. Instrumendi kulumine Kulumine mehaanilisel kulumisel o Peamine nähtus lõikeprotsessis, põhjustab lõikevõime vähendamist. o Kantakse lõikeriista tööpindadelt ära materjali osakesi. o Suurenevad lõikejõud, temperatuur o Halvenevad pinnasiledus ning teriku vastupanu lõikejõududele. Instrumendi eluiga o Instrumendi eluiga on funktsioon lõikekiirusest Vc ja ettenihkest fn. o Mida suuremad lõiketöötlus režiimid seda väiksem on instrumendi eluiga o Instrumendi elueaks loetakse maksimaalsetel lubatud režiimidel 15 min tööaega. Kulumise liigid o Abrasiivne kulumine – Tekib kahe pinna omavahelisel hõõrdumisel, kõvad osakesed (karbiidid) kriimustavad pinda ning kannavad osakesi minema. o Difusioonkulumine – Keemiline protsess kõrgel temperatuuril ja rõhul, mille käigus toimub ainete iseeneslik segunemin...
700 kraadini 24-32h tulemusena saadakse min paksune süsinikuga rikastatud kiht. Sellele järgnevalt on võimalik seda kihti karastada. Analoogselt protsessid on tsü. Ja nitreemine. Tsementiitimine süsinikuga rikastamine; Tsüaanimne CH rikastamine; nitreerimine lämmastikuga. 10. Nimetage materjalide töötlemise põhilised tehnoloogilised protsessid? Valatavus, Sepitatavus, Keevitatavus, Lõike töödeldavatus Puurimine, treimin, freesimine, hööveldamine, lihvimine RAUA-SÜSINIKUSULAMID, MALIMI 11.Millised sulameid nimetatakse malmiks ja kuidas neid liigitatakse? -rauamaak maakütus viiakse kõrgahju ja saadakse valge malm. Sellest põletatakse konventerites välja süsinikku (Bessemar, Thomas) ja saadakse malmi margid. 1)malm, 2)valge malm-vähem süsinikku, a)hallmalm-G-HB360-Rm30-Cr b)tempermalm-GG-HB-Rm-Kr, c)kõrgtugev malm-GGGA-HB-Rm-Br
Reeglina on see pikem kui pressimisaeg. Tänu järelkõvenemise võimalusele saavutatakse pressimisel suurem tööviljakus 10. Lihvimise definitsioon • Lihvimine on detaili pinna töötlemine abrasiivsete materjalidega, mille juures eemaldatakse õhuke kiht detaili pinnalt. 11. Miks on vaja puitmaterjalist detaile lihvida? • Eelneva mehhaanilise töötlemise (saagimine, freesimine jne.) jälgede tasandamiseks ehk tasandusllihvimine • Detailide paksuse ühtlustamiseks ehk kalibreerimine • Pinna tasandamiseks kahe viimistlusmaterjali kihi pealekandmise vahel ehk vahelihvimine 8 12. Mis on abrasiivmaterjal? Abrasiiv ehk abrasiiiivmaterjal – suure kõvadusega teraline kristalne aine, mille osakeste
• Sünteetilised • Modinfitseeritud looduslikud polümeerid.Saadakse keemiliselt töödeldes looduslikest ainetest. (tselluloos ja kautšuk) Polümeerid jaotatakse struktuuri alusel: • Termoplastsed- keemiline koostis ei muutu nende mitmekordsel töötlemisel.nt pvc- plastmassid • Termoreaktiivsed- . NT polüesterplastmassid. Kui nad on ära kõvastunud, siis ei ole enma võimalik neidtöödelda, jäb järele liffimine v freesimine. • Elastomeerideks- tähtsaim on sünteetiline kumm, Plastmassitööstuse tähtsaim tooraineon etüleen, mida saadakse toornaftast vüi maagaasist. Plastmassid on iekustuvad, lisaks veel stabilisaatorid pidurdavad vananemist. Plastmasside omadused: • Kergus • Läbipaistvus • Isolatsioon • Vastupidavus • Keemiliselt vastupidav • Väike soojajuht • Väike elektrijuht Kasutamist mõjutavad: • Vananemine
1. Eesti teede arengu lühiajalugu ja teehoolde ajalugu, 1928 välja antud maanteeseadus; 1669 Rootslased kaardistasid1816 pandi teekohustus talupoegadele,1918 loodi maanteeamet, 1928 kehtestatakse maanteeseadus, 1958 hakati TIPis õpetama , alates 2011 neli regionaalset asutust 2. Teeseaduse punktid, mis on seotud teehooldega; Teehoid, Tee ehitamine, Te remontimine, tee hooldamine Tee suhtes esitatavad nõuded(Tee seisund), Teehoid (tee remontimine, teehoiu järelvalve, tegevusluba,), 3. Tegevusloa väljastamine, nõuded; luba antakse füüsilisele või juriidilisele isikule, kes on täitnud nõuded vastava teehoitöö tegemiseks luba on vaja ehitamiseks, sildade ehituseks, projekteerimiseks, ekspertiisiks, järelvalveks Firmal peab olema vähemalt üks paberiga töötaja, kellel on vähemalt kolmeaastane kogemus libeduse tõrjel, puhastamisel korrashoiul ei pea tegevusluba olema. 4. Eesti teedevõrgu olem; Riigimaanteed 16472km, sh põh...
Reeglina on see pikem kui pressimisaeg. Tänu järelkõvenemise võimalusele saavutatakse pressimisel suurem tööviljakus 10. Lihvimise definitsioon · Lihvimine on detaili pinna töötlemine abrasiivsete materjalidega, mille juures eemaldatakse õhuke kiht detaili pinnalt. 11. Miks on vaja puitmaterjalist detaile lihvida? · Eelneva mehhaanilise töötlemise (saagimine, freesimine jne.) jälgede tasandamiseks ehk tasandusllihvimine · Detailide paksuse ühtlustamiseks ehk kalibreerimine · Pinna tasandamiseks kahe viimistlusmaterjali kihi pealekandmise vahel ehk vahelihvimine 8 12. Mis on abrasiivmaterjal? Abrasiiv ehk abrasiiiivmaterjal suure kõvadusega teraline kristalne aine, mille osakeste
1 TREIMISTÖÖDE ALUSED PÕHIANDMED TREIMISTÖÖDEST Masinate, mehhanismide, aparaatide ja teiste toodete detailide mit- mesuguste valmistusviiside hulgas on laialt levinud lõiketöötlus: treimine, puurimine, freesimine, hööveldamine, lihvimine, kaabitsemine jne. Lõiketöötluse olemus seisneb toorikult pindkihi eemaldamises, et saada nõutavate mõõtmete, kuju ja kvaliteediga pindu. Võlle, rihma- ja hammasrattaid ning paljusid teisi sellist tüüpi detaile nimetatakse pöördkehadeks (joon.) ja neid töödeldakse treipinkidel (treitakse). Treimisega võib saada silinder-, koonus-, kuju ja tasapindu, samuti keermeid, faase, siirdmikke (joon. ).
Madal tootlikkus ja suur tööriista kulumine. 70. Lõiketerad kaetakse TiN ja TiCN- iga , et terad oleksid tugevamad, lõikepüsivamad ja kulumiskindlamad. 71. Freesimise ja treimise erinevus? Treimisel on pealiikumine tooriku pöörlemine, mis määrab ära ka laastueraldumise kiiruse. Lõikekiirus on teriku lõikeserva ja lõikepinna suhtelise liikumise kiirus pealiikumise sihis. Freesimisel on pealiikumine freesi pöörlev liikumine. Freesimine on ka treimisest tunduvalt keerukam nii kinemaatika kui ka lõikuri geomeetria poolest 72. Plasmakeevitus- kuulub kaarkeevituse protsesside rühma, energiaallikaks konsentreeritud ja ioniseeritud gaasivool, mis on tekitatud keevituskaare kokkusurumise abil. Keevituskaar surutakse kokku plasmatroni kitseneva ja intensiivselt jahutava suudmiku abil. Võib keevitada praktiliselt kõiki metalle, kõrge temperatuur, keevitusdeformatsioonid on üsna väiksed. Küllalt
Et vä vältida ohtlike lõikejõudude tekkimist plokkides, peavad kergbetoonist sillused olema toetatud müümüüritisele ritisele otstest > 250 mm. Pikkade silluste juures võib tekkida vajadus tugipinna pikkust veelgiveelgi suurendada. Keelatud on monteeritavate kergbetoonsilluste lü lühemaks saagimine, aukude puurimine ja soonte freesimine sillustesse ning muul viisil viisil silluse ristlõike muutmine. 45 Kergbetoon talasillused Kui ava laius on L≥ L≥1,5 m, siis peab sillus müürile toetuma ≥ 250 mm. müürile Väiksemate avade korral võib toetuspikkust vä vähendada. Silluse peale on soovitav laduda 3..
Polümeerid saame jagada: • Sünteetilised • Modinfitseeritud looduslikud polümeerid.Saadakse keemiliselt töödeldes looduslikest ainetest. (tselluloos ja kautšuk) Polümeerid jaotatakse struktuuri alusel: • Termoplastsed- keemiline koostis ei muutu nende mitmekordsel töötlemisel.nt pvc-plastmassid • Termoreaktiivsed- . NT polüesterplastmassid. Kui nad on ära kõvastunud, siis ei ole enma võimalik neidtöödelda, jäb järele liffimine v freesimine. • Elastomeerideks- tähtsaim on sünteetiline kumm, Plastmassitööstuse tähtsaim tooraineon etüleen, mida saadakse toornaftast vüi maagaasist. Plastmassid on iekustuvad, lisaks veel stabilisaatorid pidurdavad vananemist. Plastmasside omadused: • Kergus • Läbipaistvus • Isolatsioon • Vastupidavus • Keemiliselt vastupidav • Väike soojajuht • Väike elektrijuht Kasutamist mõjutavad: • Vananemine • Roomavus
Liigitakse: 3.1)Keevitamine- metallide ühendamine molekulide- või aatomitevaheliste jüududega. Sulatatakse keevitavad pinnad või surutakse kokku kuumutamisel. On gaaskeevitus, elektrikeevitus, kontaktkeevitus.; 3.2) Jootmine--- sulatatakse madala sulamistemp joodis, mis tahkumisel nihkub joodetavaks metalliks. Jaotus: pehmejoodis, kõvajoodis. Kasutatakse jootmisel räbusteid(lahustavad oksiidid) 4)Detailide valmistamine lõikamisega--- valmistamisviisid: treimine, puurimine, freesimine ja lihvimine. Lõikamisel eraldatakse lõikeriista abil metalli kiht laastuna või pulbrina. 13.Silikaatne keraamika. Süsiniku modifikatsioonid. Silikaadid koosnevad peamiselt ränist ja hapnikust. Silikaadid on peamised koostised kivimites, liivas, savis. Silikaatide struktuuri käsitlemisel ei vaadelda mitte niivõrd võre elementaarrakkude ehitust, kuivõrd räni ja hapniku seost. Nimelt on silikaatidele iseloomulik röni ja hapniku tetraeedrte esinemine
keskkonnaohutusnõudeid ettevalmistamisel, töö kestel ja valmistab ette materjalid ja kaitseb töö käigus külmkeevitusnurkade töökoha korrastamisel rangelt tekkida võivate freesimine lähtuvalt töötervishoiu- ja kahjustuste või materjalist tööohutusnõudeid ning arvestab määrdumise eest Mustrite ja kujundite
I. osa ETTEVÕTE JA KESKKOND ETTEVÕTE 30.09.2007 Anu Reiljan I loeng Ettevõtet tuleb vaadata kui tervikut. Kõik osad on ühtemoodi tähtsad. See on nagu ahelreaktsioon, ettevõte on just nii tugev, kui tema kõige nõrgem lüli. Ettevõte on keeruline sotsiaalne süsteem mille käitumist mõjutavad oluliselt seal tegutsevad indiviidid ja nende grupid; mis tootmistegureid kombineerides toodab teatud hüvesid; on pidevas vastastikuses seoses keskkonnaga; on pidevas muutumises, kohanedes uute arengutingimustega ja neid ise mõjutades; määrab ise oma eesmärgid; - keegi ei saa sundida ettevõtet näiteks kasumit teenima, kui ta ei taha (turumajanduslik ettevõte) suunab lõppkokkuvõttes kogu oma tegevuse turuvajadustele st toodeta...
konsoolile CommandArm. Koostöös käigukastiga AutoPowr on tagatud jõuvõtuvõlli püsivalt ühtlane jõudlus. Isegi tin- gimustes, kus liikumiskiirus on väga aeglane või koormused muutuvad. Jõuvõtuvõlli rakendused on ideaalsed sellisteks Juhtige hõlpsalt ISOBUS-iga sobivaid haakeseadmeid, näiteks reguleerige külvikultivaatorit töödeks nagu freesimine ja heinapallide GreenStar 3 CommandCenter displei kaudu. tegemine. Nii on tagatud sujuv algus ja seiskamine ning samal ajal on haakeseade kaitstud liigse pöördemomendi eest. 24 | 8R seeria traktorid Lahendused teenusepakkujale
Risoomide mass väheneb 50%. 109. Mulla sügisene kobestamine: künnikihialuse tihese kõrvaldamiseks, sügavkobestamine. Kobestamine aitab vee ja õhurežiimi reguleerida, parandab juurte arengut, taimede toitumist. Tingimused: kuiv muld, sügisel parem, sest siis mõjub hästi kapilaarsele veetõusule. Nitreaatide leostumise oht on suurem sügisel. 110. Künd, mulla pööramise ülesanded. Harmine jaguneb 2ks: Sügav ja pindmine Sügava alla kuuluvad künd, freesimine, sügavkobestus Pindmise alla kuuluvad libistamine, äestamine, koorimine, rullimine, kultiveerimine Pööramise ül: mullakolloidide ja lahustuvate soolade uuesti ülemisse kihti toomine umbrohtude tõrje mulla füüsikaliste omaduste parandamine väetiste mulda viimine 111. Nõuded külvieelsele künnile ja sügiskünnile (sügiskünni viil, viilude harjad. Sügiskünniviil- õhu ja mulla kokkupuutepind peab olema võimalikult suur. Tuleks vältida tüü
Peamised keevitamise liigid on gaaskeevitus, elektrikeevitus ja kontaktkeevitus (surve all). Jootmisel sulatatakse ainult madala sulamistemperatuuriga joodis, mis tahkumisel nakkub joodetavate metallidega. Joodised jaotatakse pehmejoodisteks (peamiselt Pb ja Sn baasil) ja kõvajoodisteks (Cu, sulamid Cu-Zn baasil). Jootmisel kasutatakse räbusteid (lahustavad oksiide) 7.5.4 Detailide valmistamine lõikamisega Peamised metalldetailide valmistamise viisid lõikamisega on treimine, puurimine, freesimine ja lihvimine. Lõikamisel eraldatakse lõikeriista abil metalli kiht laastuna või pulbrina. Lõikeriistaks on vastavalt treitera, puur, freestera ja lihvketas (lint), mis on valmistatud tööriistaterasest või muust kõvasulamist (lihvimise korral abrasiivmaterjalist). 12. Polümeeride tüübid. Termoplastid, vedelkristalsed polümeerid, termoreaktiivsed polümeerid, elastomeerid (8.3), antud joon 8-8 ja 8-9