7 DW MDQD. DUDJDQRYD
KEEVITUS Lisaõppematerjal venekeelsele kutsekoolile Materjal on valminud Integratsiooni Sihtasutuse projekti "Eestikeelse õppe ja õppevara arendamine muu-
keelsetes kutsekoolides" raames (2005-2008). Euroopa Sotsiaalfondist rahastatud projekt kavandati vastavalt
Uuringukeskuse Faktum uuringule " Kutsehariduse areng venekeelsetes kutseõppeasutustes" (2004). Projekti
eesmärgiks oli luua tingimused kvaliteetse eesti keele õppe läbiviimiseks ning arendada eestikeelse õppe
metoodikat kutseõppeasutuste venekeelsetes rühmades. Projekti käigus koolitati üle 300 õpetaja ning anti
välja 23 (e-)õppematerjali ja metoodikaraamatut. Materjalid asuvad veebikeskkonnas kutsekeel.ee.
Materjali soovitab Riiklik õppekavarühma nõukogu
Autor: Tatjana Karaganova
Sisunõustamine: Toomas Pihl
Terminitoimetamine: Andres Laansoo Keeletoimetamine: Katre Kutti Retsensent : Rein Pikner
Küljendamine ja kujundamine: Aivar Täpsi Teostaja : OÜ Miksike
© Integratsiooni Sihtasutus 2008
Tasuta jaotatav tiraaz SISSEJUHATUS
Eesti tööstuses mängivad tähtsat rolli masinaehitusettevõtted, laevaehitus ja metallkonstruktsioonide toot -
mine. Viimase viie aasta jooksul on selle haru ettevõtted saavutanud suure majanduskasvu. Peamine prob -
leem selle tööstusharu juures on kvalifitseeritud, vajalike teadmistega ja eesti keele oskusega tööjõu (keevita-
jate) puudus. Kõik see tingis vajaduse uue õppematerjali loomise järele. Antud õppevahendis on peatükkide
kaupa välja toodud keevitusega seotud terminoloogia: käsikaarkeevitus, gaaskeevitus , keevitamine sulamatu
elektroodiga kaitsegaasi keskkonnas, volframelektroodiga keevitamine argoonis. Eestikeelne õppematerjal KEEVITUSERILA EESTI KEEL aitab noortel töölistel sulanduda eestikeel-
sesse töökeskkonda ning aru saada tehnilistest eestikeelsetest dokumentidest. Õppematerjal on mõeldud
vastaval erialal kasutatavate terminite omandamiseks, tootmisprotsessi ülesannetest ja eesmärkidest arusaa-
miseks ning eestikeelses töökeskkonnas hakkamasaamiseks. Käesoleva õppematerjali näitlikkus ja lihtsus aitavad minimaalse töö ja ajakuluga täiendada oma eesti
keele sõnavara ja rakendada saadud teadmisi praktilises töös. Õppevahendis on materjal teemade kaupa liigendatud. Iga teema juurde on lisatud selgitava tekstiga illustratsioonid . Lisaks tekstile on iga teema juurde lisatud sõnad ja väljendid, mida ei saa illustreerida , ent
mis on vajalikud teema täielikuks omandamiseks. Õppevahendi väljatöötamisel on kasutatud kaasaegseid mõisteid. Õppevahendi mugavaks kasutamiseks
on materjali lõppu lisatud eesti-vene terminisõnastik. See õppematerjal aitab autori meelest igas vanuses keevituse-erialal töötavatel inimestel kiiremini integ-
reeruda eestikeelsesse töökeskkonda. Kokkuvõttes peaks kiirem integratsioon parandama töö efektiivsust , lisama enesekindlust ja töörõõmu, ilma milleta ei ole võimalik edu saavutada.
3
, - . 5 . -, , - . , : , , . KEEVITUSERILA EESTI KEEL , , . , - , , c . , - - . . - . -
, , . , . - . , , , . , , .
« , .» / /
4 SISUKORD
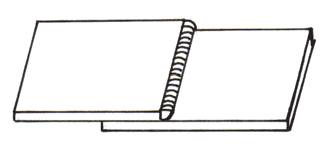
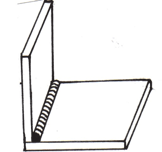
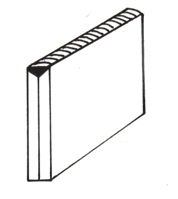
1. Üldteadmised keevitamisest ....................................................................................................................... 6 1.1. Keevitamise olemus, üldmõisted............................................................................................................. 6 1.2. Metallide keevitamise põhiviisid ............................................................................................................ 6 1.2.1. Sulakeevitus .................................................................................................................................... 6 1.2.2. Survekeevitus .................................................................................................................................. 9 1.3. Keevisliidete liigid ................................................................................................................................ 10 1.4. Keevisõmbluste liigid............................................................................................................................ 12
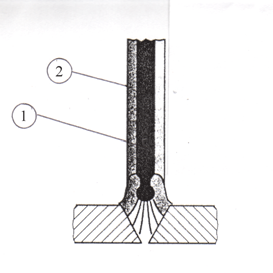
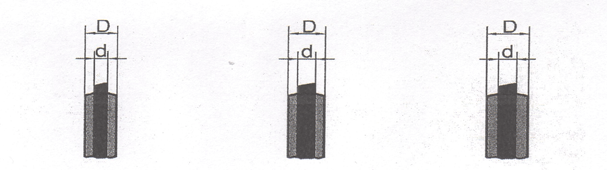
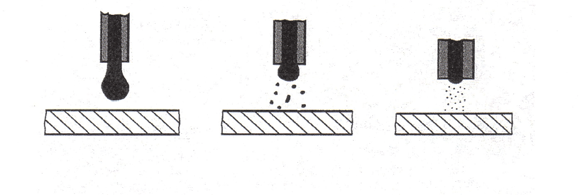
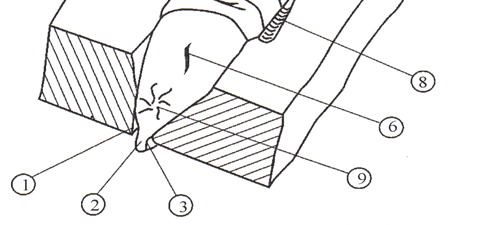
2. Kattega elektroodiga käsikaarkeevitus (MMA) e. elektroodkeevitus .................................................. 14 2.1. Käsikaarkeevituse skeem sulava elektroodiga ...................................................................................... 14 2.2. Keevitusseadmed................................................................................................................................... 15 2.2.1. Keevitustransformaator ................................................................................................................ 16 2.2.2. Keevitusalaldi............................................................................................................................... 17 2.2.3. Keevitusmuundur ......................................................................................................................... 18 2.3. Käsikaarkeevituse sulav elektrood ........................................................................................................ 19 2.4. Elektroodi katte paksuse mõju keevisõmbluse kvaliteedile.................................................................. 21 2.5. Defektid käsikaarkeevitamisel .............................................................................................................. 22
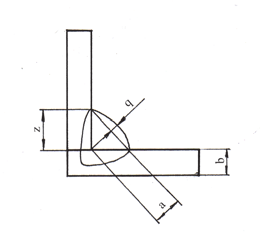
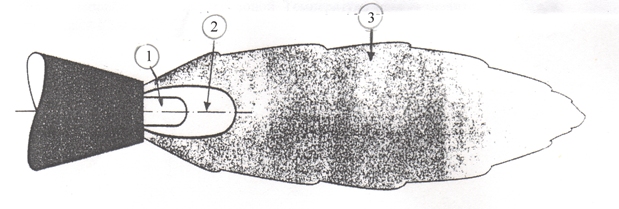
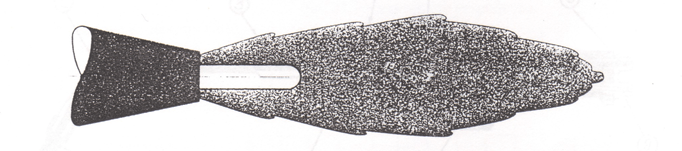
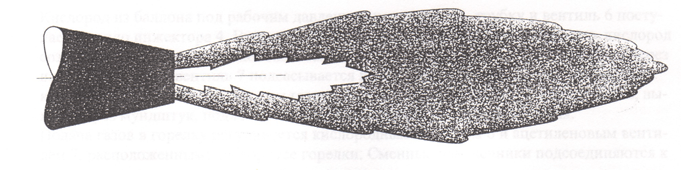
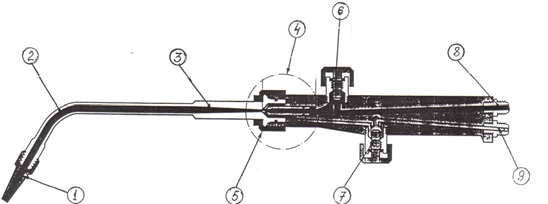
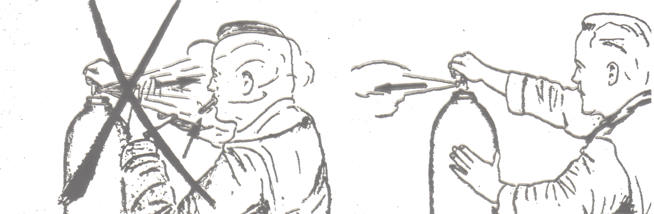
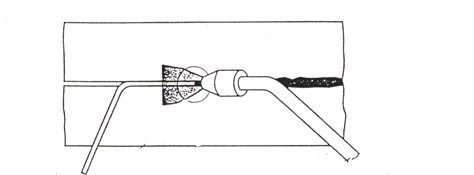
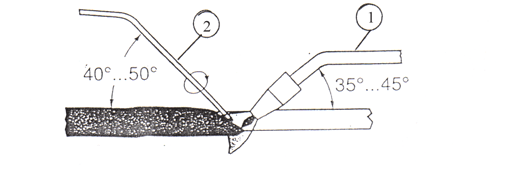
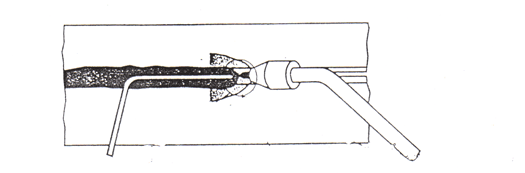
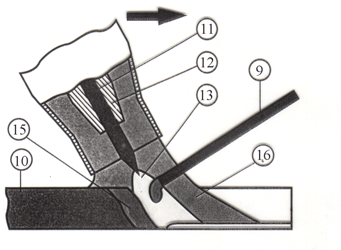
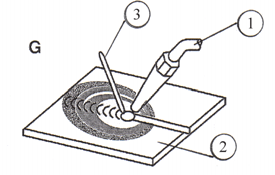
3. Gaaskeevitus ............................................................................................................................................. 25 3.1. Gaaskeevituse üldine skeem (G) ........................................................................................................... 25 3.2. Atsetüleen ja teised põlevgaasid ........................................................................................................... 25 3.3. Keevitusleek .......................................................................................................................................... 26 3.3.1. Keevitusleegi liigid ...................................................................................................................... 27 3.4. Injektorpõleti ......................................................................................................................................... 29 3.4.1. Juhised keevituspõletite käsitsemiseks......................................................................................... 30 3.5. Surugaasireduktorid .............................................................................................................................. 31 3.6. Vasaksuunaline ja paremsuunaline keevitamine................................................................................... 33
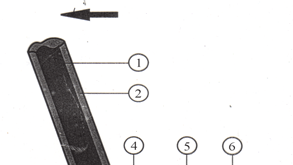
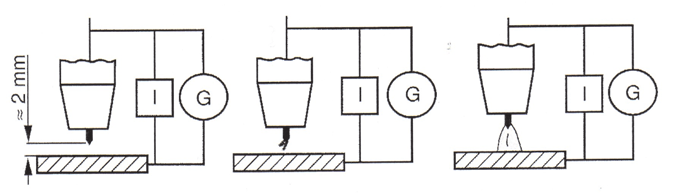
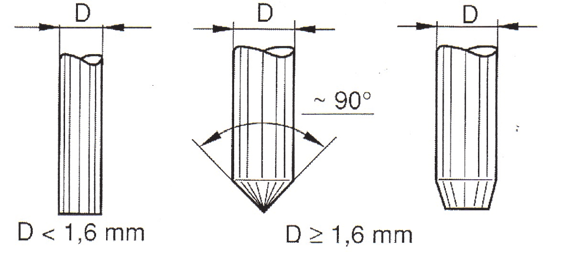
4. Keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas (TIG-keevitus) ..................................... 36 4.1. TIG-keevituse üldine skeem.................................................................................................................. 36 4.2. Terase keevitamine TIG keevitusaparaadiga ........................................................................................ 37 4.3. Alumiiniumi ja tema sulamite keevitamine TIG keevitusaparaadiga ................................................... 38 4.4. Vesijahutusega TIG keevituspõleti ....................................................................................................... 39 4.5. Keevituskaare süütamine TIG keevitamisel.......................................................................................... 40 4.6. Volframelektrood. Volframelektroodi otsa töötlus ............................................................................... 41 4.7. Volframelektroodiga keevitamisel tekkivad defektid ........................................................................... 42 4.7.1. Volframi lisandite moodustumise põhjused................................................................................ 42 4.7.2. Pooride tekkimise põhjused ........................................................................................................ 43
Kasutatud kirjandus......................................................................................................................................... 47
Illustratsioonid................................................................................................................................................. 47
Eesti-vene sõnastik.......................................................................................................................................... 48
5 1. Üldteadmised keevitamisest
1.1. Keevitamise olemus, üldmõisted Keevitamiseks nimetatakse tehnoloogilist protsessi, mis seisneb tervikliite saamises ühendatavate
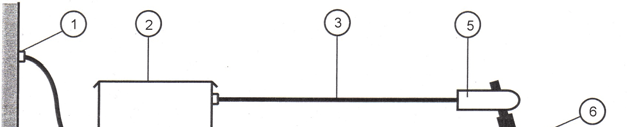
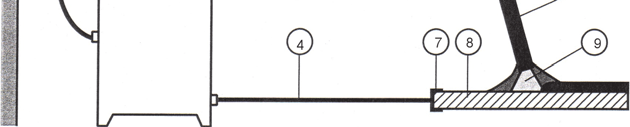
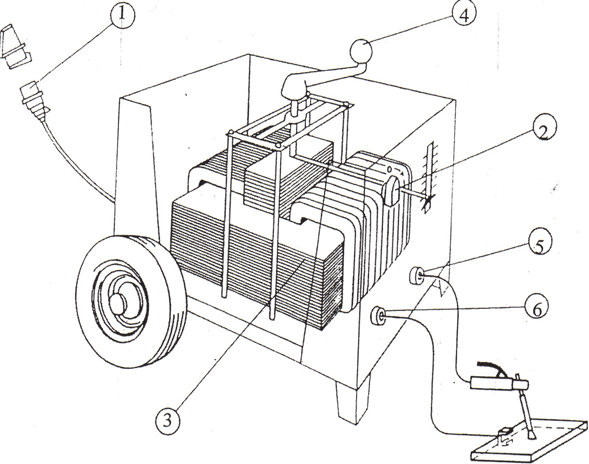
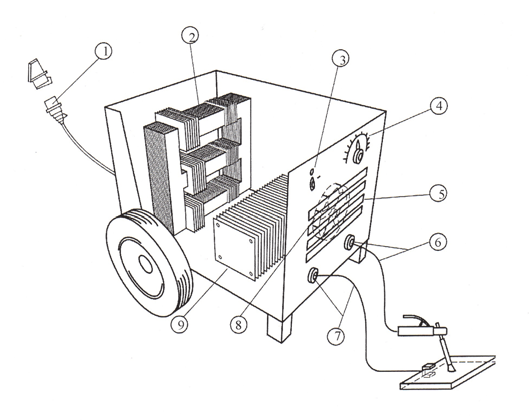
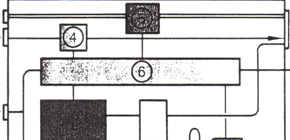
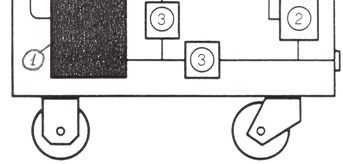
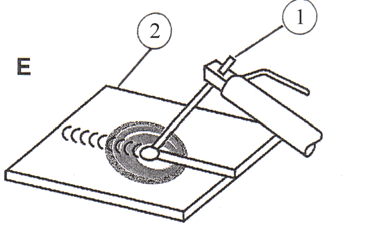
.............................................................................18 Defektide tekkimine keevitusaparaadist.....................................................................................24 Kasutatud materjal......................................................................................................................29 Sissejuhatus TIG keevitusega saab keevitada ka segamaterjale, nende hulgas malmi ja kasutatakse seda viisi torustike keevitamiseks. Põhiliselt TIG keevitus kuulub roostevabade ja happelise koostisega terasest torude keevitamiseks. TIG keevitusega on võimalik keevitada alates 0,1 mm alates ülespoole. Põhiline materjali paksus keevitamisel on 0,5...6 mm. Keevitada saab kõigis ruumilistes asendites. 2 TIG keevitus sulamatu elektroodiga kaitsegaasi keskkonnas. TIG KEEVITUSAPARAADI EHITUS. 1. Seina kontakt. 2. Keevitusseade. 3
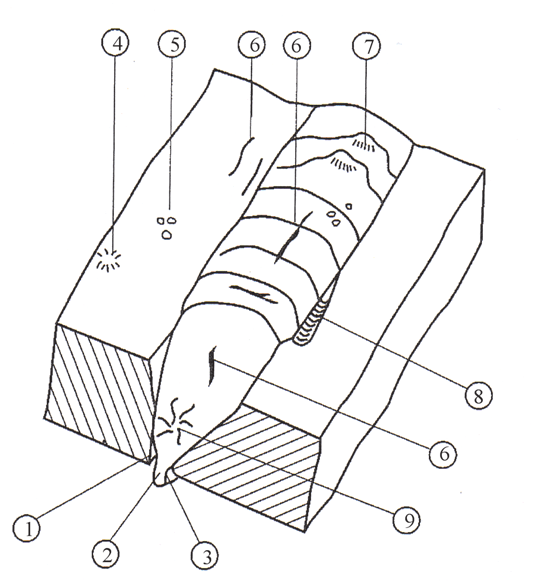
4 keevitatavuse taset: hea - keevisõmblusel on ligilähedaselt samad mehaanilised omadused kui keevitataval metallilgi; rahuldav - kui piisavalt hea keevisõmbluse saamiseks tuleb valida kindel keevitusreziim; piiratud - tuleb kasutada erinevaid tehnoloogilisi võtteid või isegi muuta keevitusviisi; halb - piisavat keevitatavust ei ole võimalik saavutada. Teraste keevitatavus 1. Erinevate metallide keevitus. Harilike konstruktsiooniteraste C-sisaldus (C kuni 0,25%) ei halvenda nende keevitatavust. Suurema süsinikusisalduse korral aga halveneb keevitatavus tugevalt, sest soojusmõju piirkonnas võivad tekkida praod. Süsiniku suur hulk muudab keevisõmbluse poorseks. Süsinikuvaesed terased (C kuni 0,25-% ) on hästi keevitatavad. Keevisliited on hästi lõiketöödeldavad. Kasutatakse maksimaalset lubatud keevitusreziimi. Süsinikterased on keskmise (0,3...0,5%) ja suure (0,5..
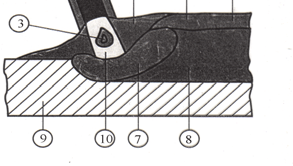
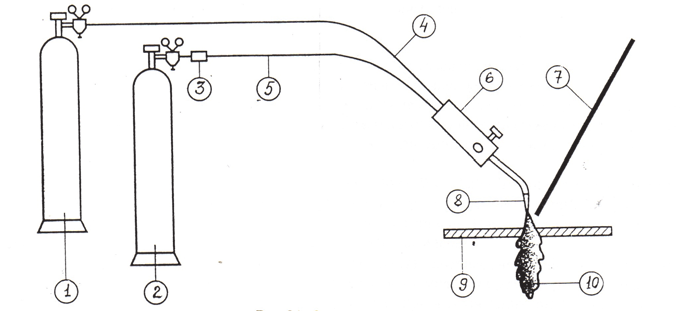
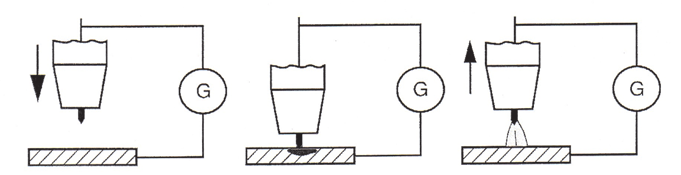
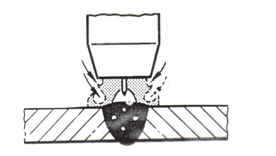
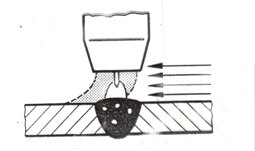
Sissejuhatus Keevitamiseks nimetatakse tehnoloogilist protsessi, mis seisneb tervikliite saamises ühendatavate detailide vahel aatomsidemete loomise teel kohaliku või üldise kuumutamise, plastse deformeerimise või üheaegselt mõlema mooduse abil. Kõik olemasolevad keevitusprotsessid võib jaotada kahte põhirühma survekeevitus ja sulakeevitus. Keevitamise ülesanne, otstarve Keevitus seisneb tervikliite saamises ühendatavate detailide vahel aatomsidemete loomise teel kohaliku või üldise kuumutamise, plastse deformeerimise või üheaegselt mõlema mooduse abil. 3 Keevitamise põhimõtte kirjeldus, mis toimub. Reduktorist tulev hapnik voolab läbi nipli, toru ja ventiili (5) injektori (4) düüsi. Düüsist
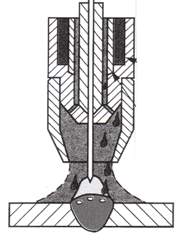
Gaaskeevitus(pildil nr 1) kuulub sulakeevituse rühma. See on lihtne protsess, mis ei nõua keerukaid seadmeid ega elektrienergiaallikat. Gaaskeevituse puudusteks kaarkeevitusega võrreldes on väiksem keevituskiirus ja suurem kuumenemispiirkond e. termomõju tsoon. Gaaskeevitust rakendatakse õhukesest, 1...3 mm paksusest lehtmetallist toodete valmistamisel ja parandamisel. Kasutatakse peamiselt väikese ning keskmise läbimõõduga torude montaazil, õhukeseseinalistest torudest liidete ja sõlmede keevitamisel. Keevitada saab vaske, alumiiniumi ning nende sulameid, messingit, pliid ja malmi. Atsetüleen on metallide gaaskeevitamisel ja lõikamisel põhiline põlevgaas. Tema leegi temperatuur ulatub tehniliselt puhtas hapnikus põlemisel 3150ºC-ni. Kasutusala: kõik gaasileektöötlemise liigid. Atsetüleen (C 2H2) on süsiniku ja vesiniku keemiline ühend. Normaaltemperatuuril ja rõhul on tehniline atsetüleen värvitu,
Olustvere Teenindus ja Maamajanduskool Põllumajandus Mihkel Merila Gaasikeevitus Referaat Olustvere 2013 Sisukord Sissejuhatus.................................................................................................................................3 Atsetüleen ja teised põlevgaasid.................................................................................................4 Keevitusleek................................................................................................................................5 Keevitusleegi liigid.....................................................................................................................7 Oksüdeeriv leek..........................................................................................................................7 Injektorpõleti............................................................................................
Olustvere Teenindus ja Maamajanduskool Põllumajandus 1B Marek Rang Gaasikeevitus Referaat Olustvere 2012 2 Sisukord Sisukord...................................................................................................................................... 3 Keevitusleek................................................................................................................................6 Keevitusleegi liigid.................................................................................................................... 8 Injektorpõleti............................................................................................................................10 Juhised keevituspõletite käsitsemiseks..................................................................................... 13 Surugaasireduktorid.............................................................................................
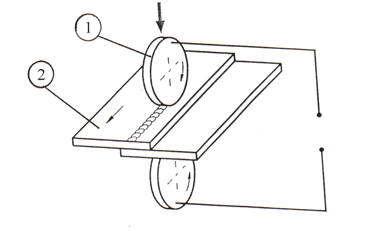
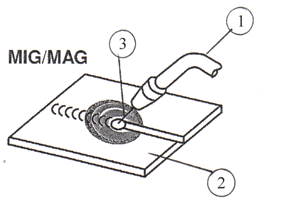
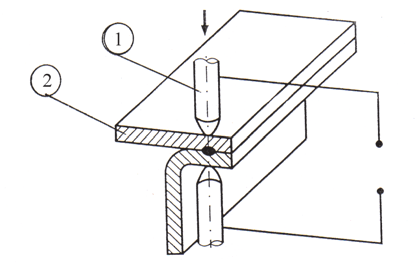
Termomeetodid, kus kasutatakse soojusenergiat (kaar-, plasma-, räbu-, elektronkiirkeevitus jt.). Termomehaanilised meetodid, kus kasutatakse nii soojusenergiat kui mehaanilist jõudu (elekterkontaktkeevitus). Mehaanilised meetodid, kus kasutatakse ainult mehaanilist energiat (ultraheli-, külm-, hõõrde- ja plahvatuskeevitus). Tänapäeval enamkasutatavad keevituse liigid on: käsikaarkeevitus keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG) kontaktkeevitus plasmakeevitu Sissejuhatus elektrikaarkeevitusse Kaarkeevitamine e. elektrikaarkeevitamine on enimkasutatav keevitusmeetod (protsess). Kaarkeevitamisel kasutatakse elektrikaare poolt eralduvat soojusenergiat. Kaarkeevitus on termiline protsess, mis võimaldab metalliosakestel üksteisele läheneda ja üksteisega liituda, nii et seejuures moodustub keevisliide
Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21 Vead keevitamisel 22















































































































Kõik kommentaarid