Lõiketera võib nii hõõrdumise kui ka laastult saadava soojuse tõttu üle kuu- meneda ja lõikeomadused kaotada. LÕIKAMISEGA KAASNEVAD FÜÜSIKALISED NÄHTUSED Lõikamisega kaasneb mitmeid seaduspäraseid nähtusi, mille tundmine võimaldab põhjendatult valida lõikerežiimi, tera geomeetrilist kuju ning jahutusvedelikku. Kalestumine. Töödeldud pinna kõvadus on tooriku omast alati suurem. Seda põhjustab kalestumine (struktuuri muutumine), nähtus, mis ilmneb töödeldava metalli pinnakihis laastu lõikamisega kaasneva deformatsiooni toimel. Kalestunud kihi sügavus võib olla 1...2 mm. Kalestuse aste (kõva- duse suurenemise määr) ja kalestunud kihi paksus sõltuvad töödeldava materjali mehaanilistest omadustest (haprad metallid kalestuvad sitketest vähem), tera geomeetrilisest kujust (väiksem esinurk kutsub esile suurema kalestuse), lõikerežiimist, õlitamisest ja teistest teguritest. Kalestus kõr- valdatakse lõõmutamisega.
Väga levinud töötlusviis. Sageli siire peale koorivat töötlemist. Täpsete toorikute töötlemisel võib olla ka esimeseks siirdeks. Keskmised nõuded töödeldud pinna kvaliteedile. Töödeldud pinna siledus on tavaliselt Ra=6,3...3,2μm. Lõikesügavus ap=1..2 mm. Tööriista materjal peab tagama lõikeserva küllaldase tugevuse ja kulumiskindluse. o Puhastöötlus F (viimistlemine) - Töötlemine suurtel kiirustel, väikestel lõikesügavustel ja ettenihkel. Kõrged nõuded pinnasiledusele ja täpsusele. Toimivad väikesed lõikejõud. Lõikeriista materjali tugevusnäitajad ei ole esikohal vaid nõutakse suurt kulumist, et tagada töödeldud pinna püsiv kvaliteet. Suurtest lõikekiirustest tingituna on eriti oluline tööriista suur soojuspüsivus. 5 Töötlemismarsruut
Üldotstarbeliste lõikepinkide liigitamisel aluseks võetakse töötlemismeetod, mis hõlmab lõikurit, töödeldava pinna kuju ja töötlemisskeemi. Eristatakse trei-, puur-, lihv-, hambalõike-, frees- jm. pinke. Freesimine: Freesimine on lõiketöötluse universaalsemaid tehnoloogilisi protsesse, mille puhul lõikuriks on frees. Freesimisega töödeldakse horisontaal-, vertikaal- ja kaldpindu, astmeid ja sooni, tükeldatakse metalli, samuti töödeldakse keerukaid kujupindu, näiteks hammasrataste sirg- ja kaldhambaid, liistusooni, keermeid jm. Freesid: Frees on pöördkehakujuline lõikur, mille lõikehambaid võib vaadelda üksikute terikutena. Vastaselt otstarbele on kasutusel mitmesugused kuju ja konstruktsiooniga freese. Lõikehammastega varustatud tööpindade kuju järgi liigitatakse freese järgmiselt: otsfraas, laupfrees, ketasfrees, sõlmfrees, kujufrees, mille kuju kopeeritakse osaliselt töödeldavale pinnale.
Kasutusjuhendit tuleb hoida tööpingi läheduses, kaitstuna mustuse ja niiskuse eest. Tööpingi konstruktsioonis ei tohi teha mingeid muudatusi. Iga päev tuleb kontrollida enne seadme käivitamist selle seisukorda ja ohutusseadiste paigaldatust. Kui need ei ole korras, ei tohi töötamist alustada ning seadme kaitsmiseks tahtmatu sisselülitamise vastu tuleb pistikupesast välja tõmmata toitekaablipistik. Puidutreipingid on konstrueeritud ainult puidu treimiseks. Muude materjalide töötlemine pole lubatud ning seda võib teha ainult erijuhtumitel. 19 Puidutreipingi sihipärane kasutamine eeldab ka kinnipidamist kõigist töökaitse nõuetest, seadme kasutusjuhendis esitatud käsitsemis- ja hoolduseeskirjadest. Tööpingil tohivad töötada vaid selle käsitsemist ja hooldamist tundvad isikud, kes on teadlikud seadmega töötamises peituvatest ohtudest. Järgida tuleb töötajale kehtestatud vanusepiire.
rebida. Freeside liigid. Metallifreese liigitatakse kuju, hammaste asetuse, kinnitusviisi ja otstarbe järgi. Kuju järgi eristatakse silinder -, ketas -, ots ja sõrmfreese. Silinderfreese kasutatakse tasapindade töötlemisel. Need on harilikult kruvihammastega ja valmistatud kiirlõiketerasest. Silinderfreesi hambad lõikavad tooriku pinnalt üheaegselt maha küllalt laia metallikihi, mistõttu tekib suhteliselt suur lõikejõud, eriti kõva ja sitke metalli freesimisel. Ketasfreesid on ette nähtud soonte ja astmete freesimiseks ja metalli tükeldamiseks (mahalõikamiseks). Ketasfreesid valmistatakse tervikuna kas kiirlõiketerasest või siis vahetatavate kõvasulamist hammastega. Tervikfreesi paksus aheneb tsentri suunas. Seetõttu ei puutu ketasfreesi küljed kokku freesitava soone servadega ja seal hõõrdumist ei teki. Samal põhjusel on vahetatavate hammastega freeside hambad veidi laiemad kui ketta paksus.
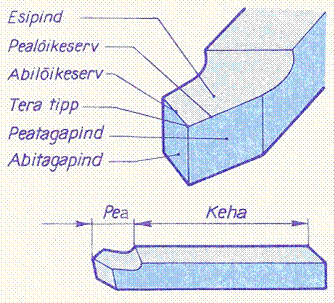
pindu ja lõikereziimi (astmeliselt) muutmata. (töödeldava pinna, tööriista ja pingi tööreziimi muutumatus). 5. Mis on punapüsivustäpp? Lõiketöötlemisel tekkiv kriitiline temp. mille juures tööriista lõikeomadused järsult langevad. 6. Millal tekib traumaohtlik situatsioon? Ebasobivad riided, puudulik kaitsevarustus, läbi mõtlemata käitumine, treitera/detaili kinnitus. Variant 2 1. Defineerige: Universaaltreipink on treipink, millel on spetsiaalne keermelõikamise seade. Universaalfreespink on freespink, mille töölaud on pööratav horisontaaltasapinnas. 2. Nim. treitera tahud ja servad. Esipind, peatagapind, abitagapind, pealõikeserv, abilõikeserv. 3. Lõikekiiruse ja pöörete arvu arvutamise valemid. Vm/min= 2··r·n/1000 r-tooriku raadius (mm) n-pöörete arv (p/min) n=1000·v/2··r (p/min) 4.Tehnolog protsessi elemendid koos def: Operatsioon - tehn
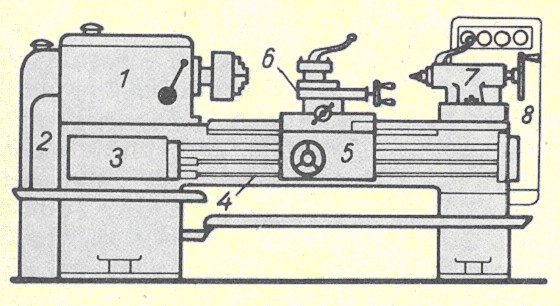
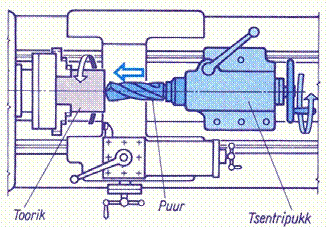
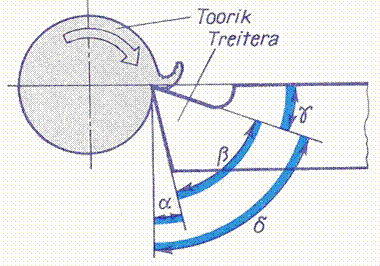
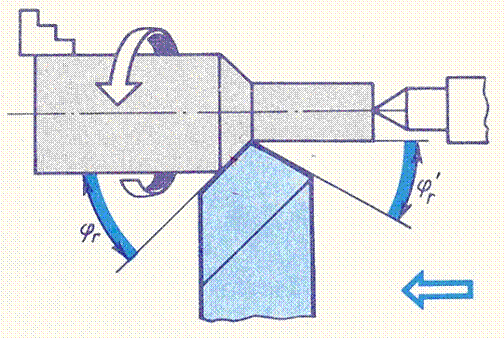
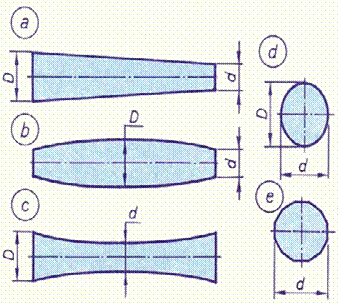
Variant 1 1. Treipingi põhiosad ja rakised: P: spindli/kiirusekast, kitarr, ettenihkekast, säng, supordipõll, suport, tsentripukk, elektrikilp. R:padrunid,tsentrid,tornid 2. Treiteranurgad: -esinurk, -taganurk, -teravnemisnurk, -lõikenurk., r-lõikeservanurk, r'- abilõikeservanurk, r-tippnurk 3. Lühikese koonuse nurga arvutamise valem. tan = D-d/2·l D-välimine läbimõõt, d-sisemine läbimõõt, l-pikkus, d-sisemine läbimööt. 4. Mis on siire? Operatsiooni lõpetatud osa, mis sooritatakse tööriistu, töötlemisel moodustavaid pindu ja lõikereziimi (astmeliselt) muutmata. (töödeldava pinna, tööriista ja pingi tööreziimi muutumatus). 5. Mis on punapüsivustäpp? Lõiketöötlemisel tekkiv kriitiline temp. mille juures tööriista lõikeomadused järsult langevad. 6. Millal tekib traumaohtlik situatsioon? Ebasobivad riided, puudulik kaitsevarustus, läbi mõtlemata käitumine, treitera/detaili kinnitus. Va
tugevust ja kõv Question 10 Correct Mark 1.00 out of 1.00 Flag question Question text Puurpinkidel teostatakse järgmisi töid: Select one: a. töödeldakse tasapindu b. lõigatakse väliskoonuseid c. töödeldakse avasid ja lõigatakse sisekeeret d. töödeldakse silindrilisi välispindu Question 11 Correct Mark 1.00 out of 1.00 Flag question Question text Elektrokeemiline töötlemine leiab kasutamist keerulise kujuga süvendite saamises lennukiturbiinide detailide töötlemisel. Kasutatakse järgmisi tööriistu ja materjale: Select one: a. vasest tööriista,mis ühendatud (-) klemmiga, ei kasutata elektrolüüti b. traadikujulisi elektroode ja sädelahendust c. grafiitelektroode ja sädelahendust d. tööriist on ühendatud vooluallika (-) klemmiga ja valmistatud vasest, hoitakse kindlat pilu detaili ja tööriista vahel ja sinna pumbatakse
























































Kõik kommentaarid