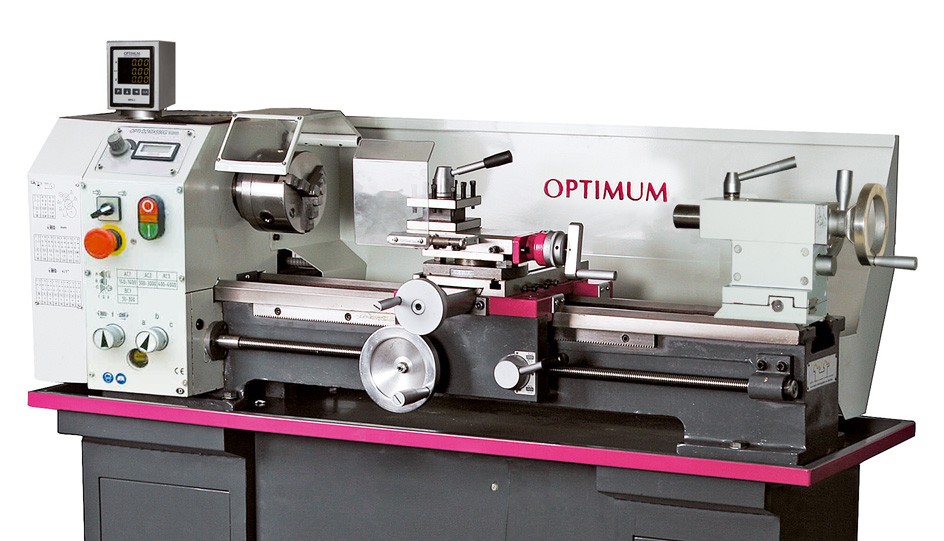
Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on treimine. Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest. Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink. Treipingi põhiosad on säng, kiiruskast, ettenihkekast, trensel, suport ja tagumine tsenterpukk. Joon. 1 Säng on massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki
............................ 3 8. Metallilaastu liigid ..................................................................................................................................... 3 9. Lõikuri teriku geomeetria .......................................................................................................................... 4 10. Lõikuri kulumine ja püsivusaeg ............................................................................................................... 4 11. Treimine. Lõikeprotsessi karakteristikud freesimisel. Freesipingid. ...................................................... 5 12. Treipingid. Spindlisõlmed ........................................................................................................................ 5 13. Freesimine. Lõikeprotsessi karakteristikud freesimisel. Freespingid. .................................................... 5 14. Puurimine. Lõikeprotsessi karakteristikud puurimisel. Puurpingid. .............................
- kahe lihvlindi ja konveiereendusega (kilpdetailide puhtakslihvimiseks), - vaba lindiga (kõverjooneliste detailide lihvimiseks); 2. laialindilised lihvpingid (kilpdetailide kalibreerimiseks ja puhtakslihvimiseks); 3. trummellihvpingid (raamide, prussdetailide, tagaseinte puhastamiseks); 4. kombineeritud lihvpingid (karpide, sahtlite puhastamiseks ja sobitamiseks, prussdetailide otspindade ja kõverjooneliste detailide lihvimiseks). Lihvimine Lihvimine on tööoperatsioon toote pinnale lõpliku kvaliteedi andmiseks. Lihvimisel materjali eemaldamine toote pinnalt erineb oluliselt eelnevatest töömeetoditest, kus puitu lõigati või saeti. Lihvimisel toimub kraapimine, mis tuleneb lihvaines olevate terade esitahu negatiivsest nurgast. Terade hulk ja suurus määravad lihvpaberi kareduse ehk selle kui peene jälje see annab. Lihvpaberi karedus näidatakse numbriga, mis annab informatsiooni lihvimisjälje siledusest.
Puidu Käsitsiöötlemise tehnoloogia . Teemad. Tisleri kutsekirjeldus Materjalide valik ja ettevalmistamine tööks Töökoha ettevalmistamine Toote joonise ja deatilide spetsifikatsiooni koostamine v Puidu käsitsitöötlemise võtted ja käsitööinstrumendid Puidu raiumine Saagimine Hööveldamine Peiteldamine Puurimine Puidu pinna silumine Lihvimine Tisleri kutsekirjeldus . Puidu töötlemisega seotud ametinimetused Läbi aegade on puutööga seotud töömeeste kohta kasutatud erinevaid ametinimetusi : Puusepp (lihtsamad puutööd ehitusel, tarbeesemete valmistaja) Laudsepp Tisler (nõudlikumad tööd, näit. Mööbli valmistamine) Kaasajal kasutatakse ettevõtetes puidu töötlemisega seotud tööliste kohta järgmisi ametinimetusi :
1 TREIMISTÖÖDE ALUSED PÕHIANDMED TREIMISTÖÖDEST Masinate, mehhanismide, aparaatide ja teiste toodete detailide mit- mesuguste valmistusviiside hulgas on laialt levinud lõiketöötlus: treimine, puurimine, freesimine, hööveldamine, lihvimine, kaabitsemine jne. Lõiketöötluse olemus seisneb toorikult pindkihi eemaldamises, et saada nõutavate mõõtmete, kuju ja kvaliteediga pindu. Võlle, rihma- ja hammasrattaid ning paljusid teisi sellist tüüpi detaile nimetatakse pöördkehadeks (joon.) ja neid töödeldakse treipinkidel (treitakse). Treimisega võib saada silinder-, koonus-, kuju ja tasapindu, samuti keermeid, faase, siirdmikke (joon. ). Treimistöödel kasutatakse treiteri, puure, avardeid, hõõritsaid,
o Keerme treimine; Keerme freesimine; Keerme töötlus keermepuuriga; Keerme töötlus keermelõikuriga. o Treimisel võib spindel pöörelda päripäeva või vastupäeva. Ettenihe võib olla spindli poole või eemale. Tööriista paigutus normaalne või pööratud. o Freesimisel saab töödelda nii sise- kui väliskeermeid. Saab töödelda paremat ja vasakkeeret. Lihtne töödelda suure nominaalmõõduga keermeid. Keermete treimine o Keerme kujundamiseks on vajalik pöörlev liikumine ja pöörlemisega kooskõlastatud keerme teljega paralleelselt toimuv kulgev liikumine (ettenihe). o Keermete treimine on universaalne keermestamise meetod, mis võimaldab töödelda põhimõtteliselt igasuguse profiili ja suunaga sise- ja väliskeermeid. Kallutusnurga reguleerimine o Reguleerimine toimub teraplaadi alusplaadi vahetusega. Laastu murdmine
Elektrilised käsitööriistad Kasutamisomadusi iseloomustavad näitajad Elektritööriistadel kasutatavad erinevad lõiketarvikuid (puurid, sae-, höövli- ja freesiterad) valmistatakse: 1. Tööriistaterasest HCS. Suure süsinikusisaldusega teras on enimlevinud lõiketerade valmistusmaterjal. 2. Kiirlõiketerasest HSS e. HS. Kiirlõiketerase HSS iseärasuseks on see, et säilib suur kõvadus 600 7000 juures. 3. Volframsüsinikust tipuga HW. HM. TCT. TCT terasid nimetatakse ka kõvasulamteradeks ja teemantteradeks. Neid ei valmistata terasest. Kõvasulamid valmistatakse pulbermetallurgia meetoditega. Mitmesuguste metallide volfram jne, karbiidide ja metallilise koobalti pulbrite segust saadakse erimenetlusega plaadid. Need plaadid joodetakse kõvajoodisega tööriista tera tippu. 4. Bimetallidest BiM, BM. Bimetallidest terad koosnevad kahest erinevast terase liigist. Tööriistade puhul kasutatakse tööriistaterast ja kiirlõiketerast ühes lõiketeras. Tuntuma
Keevituskaar surutakse kokku plasmatroni kitseneva ja intensiivselt jahutava suudmiku abil. Võib keevitada praktiliselt kõiki metalle, kõrge temperatuur, keevitusdeformatsioonid on üsna väiksed. Küllalt suur keevitus kiirus ja läbikeevuituse sügavus. TIG keevituse edasiarendus, ei vaja kaitsegaasi 73. Lõiketöötlus (koorivtöötlus ja lihvimine)- koorivtöötlus: toimub suurel kiirusel, pinna kvaliteet ei ole väga oluline. Lihvimine: pind peab olema sile ja mõõtmed peavad olema täpsed. Kasutatakse ka suure kõvadusega materjalide puhul, kui need ei ole lõigatavad muudel meetoditel. 74. Uued töötlusmeetodid (elektrofüüsikalised- füüsikaliskeemilised töötlemismeetodid)- eelised- peaaegu puuduvad mehaanilised koormused, ttödeldavus ei sõltu materjali meh omadustest, keerulised materjale saab töödelda lihtsate liikumistega. Puudused: madal tootlikus ja pingid on kallid. 75




















































































Kõik kommentaarid