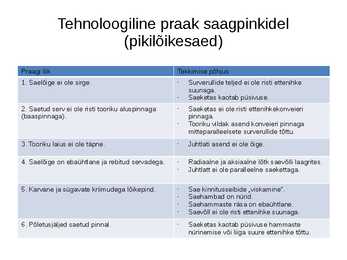
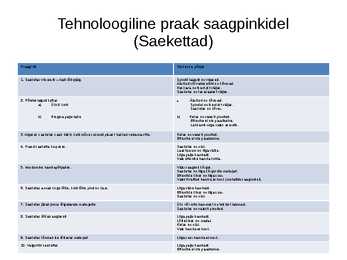
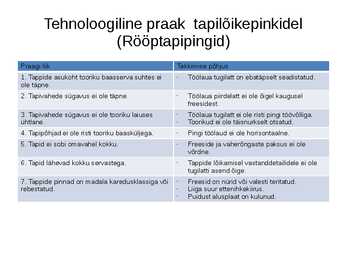
ristisaagimisele. · Suur ettenihkekiirus. 5. Sügavad saekriimud. · Sae hammaste räsa on ebaühtlane. Saekettal on külgviskamine püsivuse kaotuse tõttu. · Sae kinnitusseibide või saevõlli ,,viskamine". Tehnoloogiline praak saagpinkidel (tükeldussaed) Tehnoloogiline praak saagpinkidel (pikilõikesaed) Praagi liik Tekkimise põhjus 1. Saelõige ei ole sirge. · Surverullide teljed ei ole risti ettenihke suunaga. · Saeketas kaotab püsivuse. 2. Saetud serv ei ole risti tooriku aluspinnaga · Saeketas ei ole risti ettenihkekonveieri
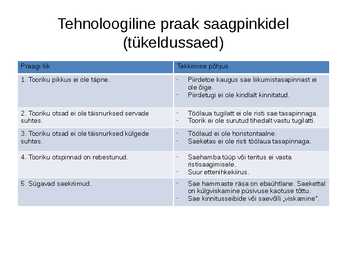
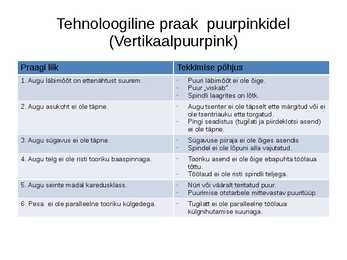
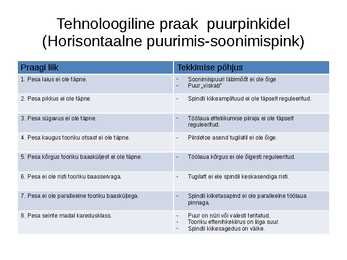
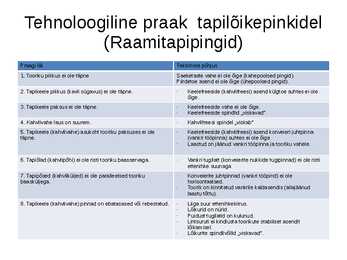
Tartu kutsehariduskeskus Ehitus ja puidu osakond Rannet Miilmann Masinpinkide tehnoloogiline praak Referaat Juhendaja Aivar Krull Tartu 2010 Masinpinkide tehnoloogiline praak Praagi liik Tekkimise põhjus Tehnoloogiline praak saagpinkidele. Tükkeldussaed Piirdetoe kaugus ee liikumistasapinnast ei ole 1. Tooriku pikkus ei ole täpne. õige. Piirdetugi ei ole kindlalt kinnitatud. Tõõlaua tugilatt ei ole risti sa tasapinnaga. 2.Tooriku otsad ei ole täisnurksed servade Toorik ei ole surutud tihedaltVastu tugilatti. suhtes.
Karusellfreespingid Karusellfreespingil on lõikepead paigutatud pöörlevast töölauast väljapoole pingi korpusele ja neil on radiaalsuunaline sablooni kuju järgiv liikumisvõimalus. Toorik kinnitatakse pöörleva töölaua sabloonile, mille kinnitid tooriku paigal hoiavad. Üldiselt on selliseid kinnituskohti samal laual mitu ja laua pöörlemisel töötlevad freesid neist mööduvat toorikut. Nii saadakse ühes töökohas teha mitu kujutöötlust. Selline pink on mööblitööstuses kasutusel detailide sobiva suuruse ja mitmekülgse kuju tõttu. Kopeerfreespingid Pink on ette nähtud kontuurfreesimiseks kopeersõrme ja sablooni järgi. Juhtlati kasutamisel saab töödelda detailidesse valtse ja nuute. Lõikeriistaks on ühehambaline kukaldatud otsfrees, mis kinnitatakse eksentrikpadrunisse. Padrun koos otsfreesiga tasakaalustatakse eelnevalt balanseermisrullikul. Tööspindel kujutab endast elektrimootori võllipikendust. Elektrimootor on
kokkupuutepind toorikuga on liiga väike. Enne freesimise alustamist lähendatakse toorik kõiki kolme ettenihet kasutades freesile veendumaks, et freesi poolt moodustatav lõikepind ühtib toorikule tõmmatud märkejoonega. Seejärel nihutatakse toorik freesi alt välja ja antakse sobiva ettenihkega vajalik lõikesügavus. Olenevalt lõikepinna laiusest, freesi materjalist ja tooriku kõvadusest valitakse freesi töövõlli sobiv pöörlemiskiirus ja lülitatakse pink sisse. Frees viiakse toorikuga lõikumisse aeglase käsitsi ettenihkega ja sooritatakse esimene töökäik. Nüüd lülitatakse freespink välja ja tuuakse toorik vastassuunalist ettenihet kasutades algasendisse tagasi. Seejärel suurendatakse freesi lõikesügavust ja sooritatakse järgmine töökäik, kuni toorik omandab ettenähtud mõõtmed. Reeglina püütakse toorik seada masinkruustangidesse sellises asendis, et freesiga liikumine toimuks kruustangide kohal.
ja supordi kiile pingutada. 2. Suure läbimõõduga tooriku mahalõikamisel ei tule tera viia tooriku teljeni.Sellega välditakse mahalõigatava osa murdumist tooriku küljest enne tera jõudmist teljeni ning tera kinnisurumist soonde. Treitera pea tuleb soonest välja viia siis, kui ta on jõudnud 2...3 mm kaugusele teljest, seisata pink ja murda mahalõigatav osa küljest ära. 3. Kui detaili otspinna kareduse nõuded pole kõrged, siis kasutatakse väikese läbimõõduga tooriku mahalõikamisel kaldse lõikeservaga treitera. 4. Rasketes lõiketingimustes (suur läbimõõt, kõva materjal) on otstarbekas pöörata painutatud peaga mahalõiketera lõikeserv allapoole ning panna toorik pöörlema teistpidi. Sellisel juhul suundub tekkiv laast alla ja langeb oma raskuse mõjul vanni.
Elektrilised käsitööriistad Kasutamisomadusi iseloomustavad näitajad Elektritööriistadel kasutatavad erinevad lõiketarvikuid (puurid, sae-, höövli- ja freesiterad) valmistatakse: 1. Tööriistaterasest HCS. Suure süsinikusisaldusega teras on enimlevinud lõiketerade valmistusmaterjal. 2. Kiirlõiketerasest HSS e. HS. Kiirlõiketerase HSS iseärasuseks on see, et säilib suur kõvadus 600 7000 juures. 3. Volframsüsinikust tipuga HW. HM. TCT. TCT terasid nimetatakse ka kõvasulamteradeks ja teemantteradeks. Neid ei valmistata terasest. Kõvasulamid valmistatakse pulbermetallurgia meetoditega. Mitmesuguste metallide volfram jne, karbiidide ja metallilise koobalti pulbrite segust saadakse erimenetlusega plaadid. Need plaadid joodetakse kõvajoodisega tööriista tera tippu. 4. Bimetallidest BiM, BM. Bimetallidest terad koosnevad kahest erinevast terase liigist. Tööriistade puhul kasutatakse tööriistaterast ja kiirlõiketerast ühes lõiketeras. Tuntuma
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
Parem välimus tekstuuri esile tõstmine. Viimistlus peab kaitsma õhu, UV-kiirguse ja niiskuse eest. Kaitsma määrdumist ja tõstma hügieenilisust. Viimistlemise eesmärgid: Läbipaistev poleerimine, õlitamine, vahatamine, lakkimine, lasuurvärvidega katmine. Läbipaistmatu värvi, emailidega e. lasuuridega katmine. Viimistluskatted liigitatakse vastavalt kilemoodustile gruppidesse: Polüester Polüuretaankatted Viimistlemise tehnoloogiline protsess: Pinna ettevalmistamine Katte pealekandmine Töötlemine, vääristamine Pinna ettevalmistamine viimistlemiseks Katte kvaliteet oleneb, kuidas on pind ette valmistatud. Pinna ettevalmistamine jaguneb 2 etappi: Laudsepaettevalmistus valgeviimistlus Viimistlus ettevalmistuseks 23 Viimistletava pinna laudsepa ettevalmistus on vajalik mõlema viimistluse puhul: Oksad, praod jms





























Kõik kommentaarid