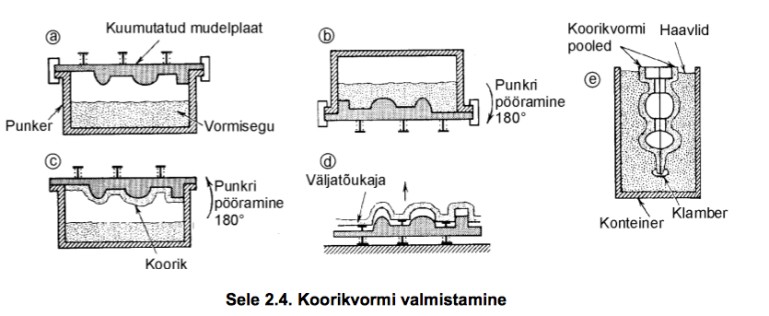
1) Valamine Valutehnoloogia olemus seisneb valandite tootmises sulametalli valamise teel valuvormi. Vormi materjali ja konstruktsiooni järgi liigitatakse valumeetodid: 1. Ainuskasutusega vormidesse: Liivvormvalu; Koorikvalu; Täppisvalu 2. Püsivormidesse: Kokillvalu; Survevalu; 1) Metallurgia Tsentrifugaalvalu On metallide ja metallisulamite ning nendest 2) Liivvormvalu poltoode tootmise tööstusharu. Liivvormvalu puhul valand vormitakse liivvormis, mille siseõõnsus kopeerib valandi kuju. Eristatakse: Liivvormide ja kärnide valmistamisel kasutatakse 1. Rauametallurgia (ferrometallurgia), mis hõlmab vormimaterjale- vormiliiva ja sideained raua ja raua sulamite tootmist (teras, malm)
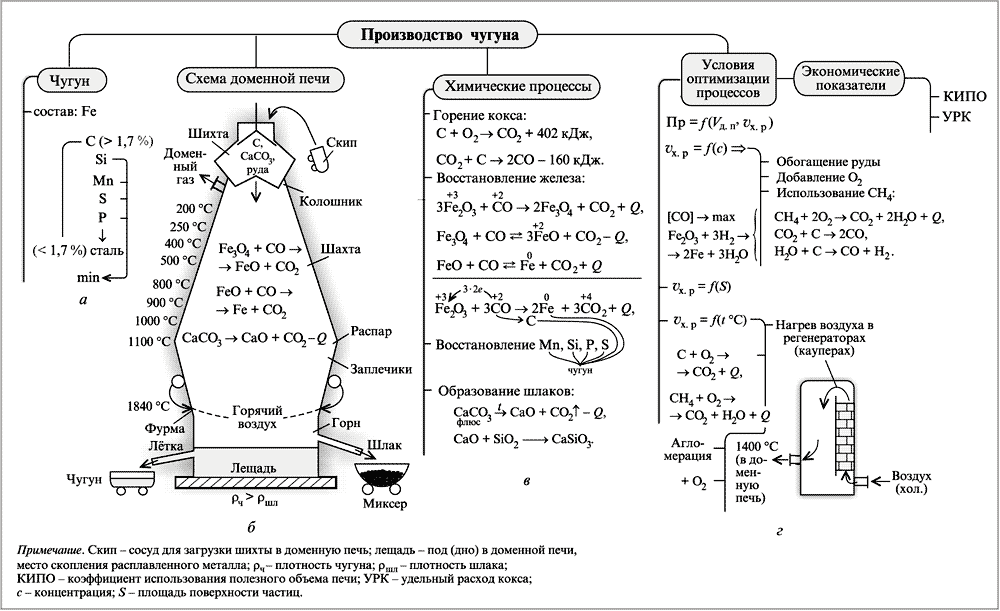
27.Metallurgia Metallurgia on metallide ja metallisulamite ning nendest pooltoodete tootmise tööstusharu. Eristatakse: · rauametallurigat e. ferrometallurgiat, mis hõlmab raua ja rauasulamite (teras, malm) tootmist; · mitterauametallurgiat e. värvilismetallide metallurgiat, mis hõlmab mitterauametallide (Cu, Al, Mg, Ti jt.) toomist. Pürometallurgia metallide ja sulamite tootmine kõrgetel temperatuuridel, mis tekib kütuse põlemisel 29. Valamine liivvormi või teiste keemiliste reaktsioonide toimel. Liivvormvalu puhul valand vormitakse Hüdrometallurgia metallide saamine nende liivvormis, mille siseõõnsus soolade vesilahustest; kasutatakse paljude kopeerib valandi kuju. mitterauametallide tootmisel
TTÜ EESTI MEREAKADEEMIA Üld- ja alusõppe keskus MATERJALIÕPETUS Referaat õppeaines Metallide tehnoloogia, materjalid I Kadett: Andrei Lichman Õppejõud: Paul Treier Rühm: MM42 Tallinn 2015 SISUKORD 1. Metallurgia ..................................................................................................................... 4 2. Metalli reaalne struktur .................................................................................................. 4 3. Kristalliseerumine ........................................................................................................... 5 4. Sulamid ................................................................................
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1
TTÜ EESTI MEREAKADEEMIA Üld- ja alusõppe keskus MATERJALIÕPETUS Referaat õppeaines Metallide tehnoloogia, materjalid I Kadett: Andrei Lichman Õppejõud: Paul Treier Rühm: MM42 Tallinn 2015 SISUKORD 1. Metallide kristalliline struktuur ............................................................................. 3 2. Kristallvõre tüübid ....................................................................................................... 3 3. Kristalliseerumine ....................................................................................................... 4 4. Materjalide füüsikalised, tehnoloogilised ja mehaanilised omadused ...... 5 4.1
Elastusmoodul määratakse tõmbediagrammi lineaarse osa tõusunurga tangensiga. Materjalide sitkusnäitajad, nende ühikud ja kasutamine. KV - sellega tähistatakse V-soonega teimiku purustamiseks kulutatud tööd - purustustööd. Ühikuks on J (džaul). KU - sellega tähistatakse U-soonega teimiku purustamiseks kuluatatud tööd - purustustööd. Ühikuks on J (džaul). Külmhapruslävi TKHL - üks tähtsamaid metallide töökindluse kriteeriume. Külmhaprusläve kasutatakse, kui materjalil on piiratud sitkus ehk purunemispildis esineb nii teralise kui ka kiulise purunemise tsoon. Ühikuks on kraadid Celsiuse järgi. Külmhapruslävi T90 - temperatuur, mille juures on purunemispildis vähemalt 90% kiulist pinda. T90 on temperatuuriks vastutusrikastel detailidel. Sel juhu on materjalil kõrge löögisitkusnäitaja.
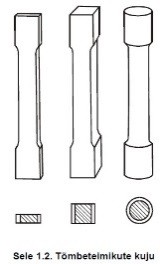
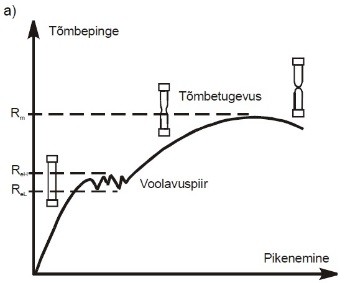
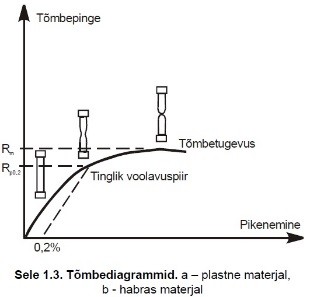
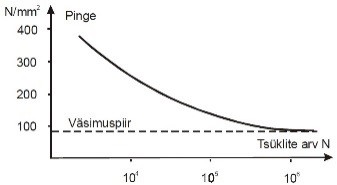
· Võre baas · Võre koordinatsiooniarv · Aatomiraadius · Võre kompaktsusaste Polümorfism. Mõnedel metallidel on sõltuvalt temperatuurist enam kui üks kristallivõre t üüp. Metallid on ained, millel on tahkes olekus iseloomulik läige, hea elektri- ja soojusjuhtivus ning tavaliselt ka hea mehaaniline töödeldavus, suur plastsus ja elastsus. Purustavad katsed (teimid) Tõmbeteim. Vastavalt standardile EVS-EN 10002-1 (Metall- materjalid. Tõmbeteim) määratakse tõmbeteimiga materjali tugevus- ja plastsusnäitajad. (Tõmbetugevus,voolavuspiir, tinglik voolavuspiir, katkevenivus,katkeahenemine). Löökpaindeteim Katsetamine löökpaindele on materjali sitkus-näitajate määramise põhiline meetod. Väsimusteim Tegelikkuses esinevad sagedamini vahelduv- korduvad (tsüklilised) koormused, mille tagajärjel tekivad märki muutvad pinged (surve-tõmbepinged), mis põhjustab pragude teket
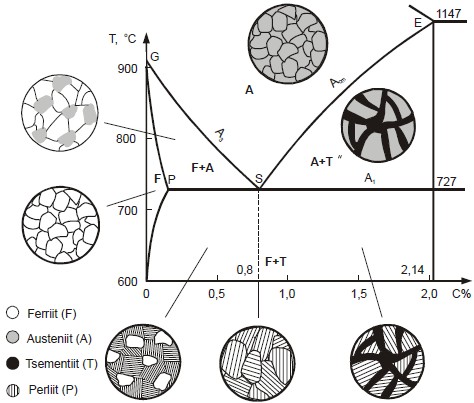
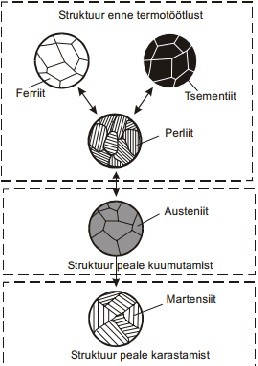
eraldumisest. Jahtumiskiiruse kasvades suureneb ka allajahutusaste ja kristalliseerumine toimub tasakaalutemperatuurist märgatavalt madalamal temperatuuril. Mida puhtam on metall, seda enam on ta kalduv allajahutusele. Metalli jahtumiskõverad erinevatel jahtumiskiirustel Faasid, mehaanilised segud ja tardlahused Faas on sulami kõigi ühesuguse keemilise koostisega ja ühesuguste füüsikaliste omadustega osade kogum, mida süsteemi teistest osadest eraldab piirpind. Mehaanilise segu korral koosneb sulam komponentide A ja B kristallidest. Sagedamini esineb mehaaniliste segude












































Kõik kommentaarid