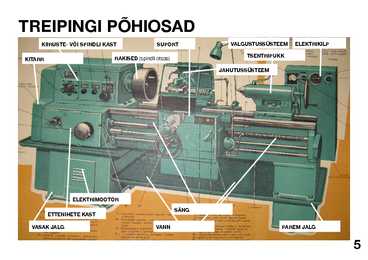
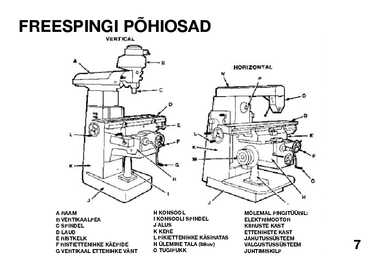
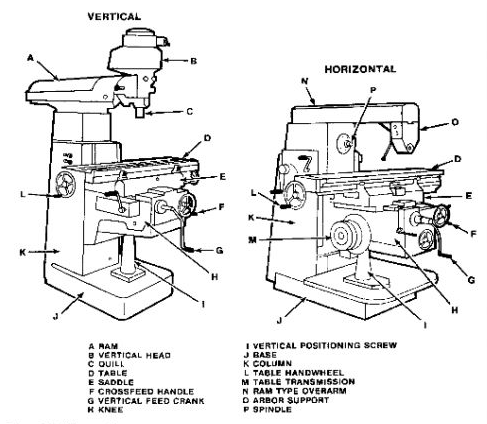
Variant 1 1. Treipingi põhiosad ja rakised: P: spindli/kiirusekast, kitarr, ettenihkekast, säng, supordipõll, suport, tsentripukk, elektrikilp. R:padrunid,tsentrid,tornid 2. Treiteranurgad: -esinurk, - taganurk, -teravnemisnurk, -lõikenurk., r-lõikeservanurk, r'- abilõikeservanurk, r-tippnurk 3. Lühikese koonuse nurga arvutamise valem. tan = D-d/2·l D-välimine läbimõõt, d-sisemine läbimõõt, l-pikkus, d-sisemine läbimööt. 4. Mis on siire? Operatsiooni lõpetatud osa, mis sooritatakse tööriistu, töötlemisel moodustavaid pindu ja lõikereziimi (astmeliselt) muutmata. (töödeldava pinna, tööriista ja pingi tööreziimi muutumatus). 5. Mis on punapüsivustäpp? Lõiketöötlemisel tekkiv kriitiline temp. mille juures tööriista lõikeomadused järsult langevad. 6. Millal tekib traumaohtlik situatsioon? Ebasobivad riided, puudulik kaitsevarustus, läbi mõtlemata käitumine, treitera/
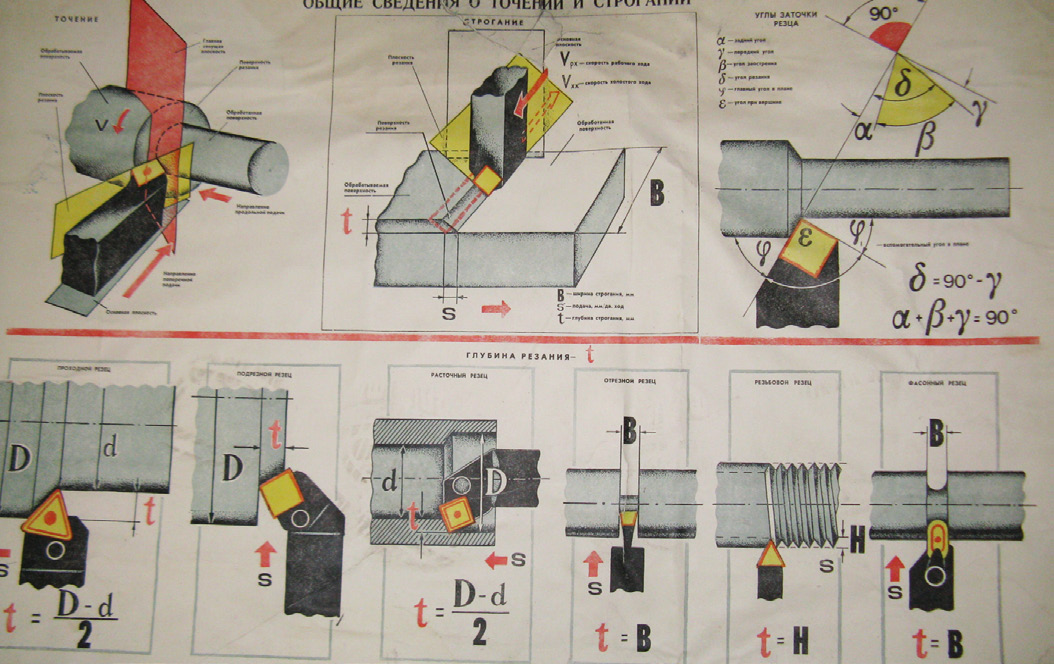
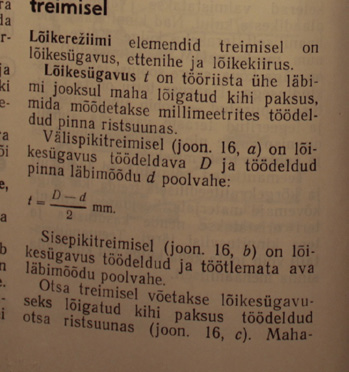
Variant 1 1. Treipingi põhiosad ja rakised: P: spindli/kiirusekast, kitarr, ettenihkekast, säng, supordipõll, suport, tsentripukk, elektrikilp. R:padrunid,tsentrid,tornid 2. Treiteranurgad: -esinurk, -taganurk, -teravnemisnurk, -lõikenurk., r-lõikeservanurk, r'- abilõikeservanurk, r-tippnurk 3. Lühikese koonuse nurga arvutamise valem. tan = D-d/2·l D-välimine läbimõõt, d-sisemine läbimõõt, l-pikkus, d-sisemine läbimööt. 4. Mis on siire? Operatsiooni lõpetatud osa, mis sooritatakse tööriistu, töötlemisel moodustavaid pindu ja lõikereziimi (astmeliselt) muutmata. (töödeldava pinna, tööriista ja pingi tööreziimi muutumatus). 5. Mis on punapüsivustäpp? Lõiketöötlemisel tekkiv kriitiline temp. mille juures tööriista lõikeomadused järsult langevad. 6. Millal tekib traumaohtlik situatsioon? Ebasobivad riided, puudulik kaitsevarustus, läbi mõtlemata käitumine, treitera/detaili kinnitus. Va
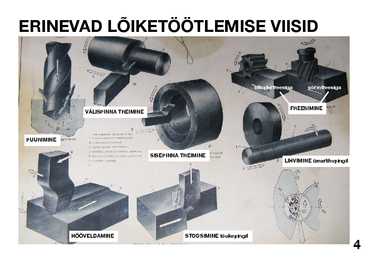
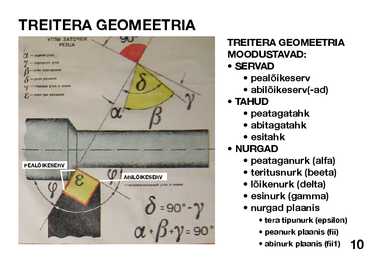
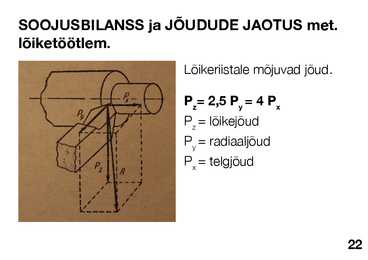
töödeldaval toorikul vahetult lõiketera lõikeserva vastas. Lõikepind võib olla silinder- , koonus- , tasa- , või kujupind. Laastu moodustumise protsessi mõiste. Lõikeprotsess on laastu moodustumise protsess. Sellega kaasnevad keerulised füüsikalised nähtused: plastne deformatsioon, soojuse eraldumine, terakasvaja teke lõikeriista esitahul. Laast võib moodustuda mitmel kujul: Lülilaast saadakse kõvade ja väikese sitkusega metallide väikese kiirusega lõikamisel (näit. kõva teras ). Sellise laastu elemendid on kas nõrgalt või ei ole üldse omavahel seotud. Murdelaast tekib rabeda materjali (malm, pronks ) lõikamisel . Voolavlaast tuleb pehmelt teraselt, vaselt, tinalt ja seatinalt, kui neid suure kiirusega töödelda. Sellel laastul on pika sileda paela kuju. Treitera. Treitera osad ja tema pea elemendid. Oma kujult meenutab treitera tööosa kiilu. Kui kiilu külgpinnale mõjuv jõud ületab
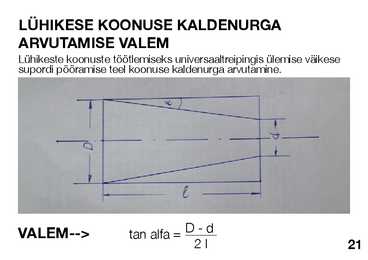
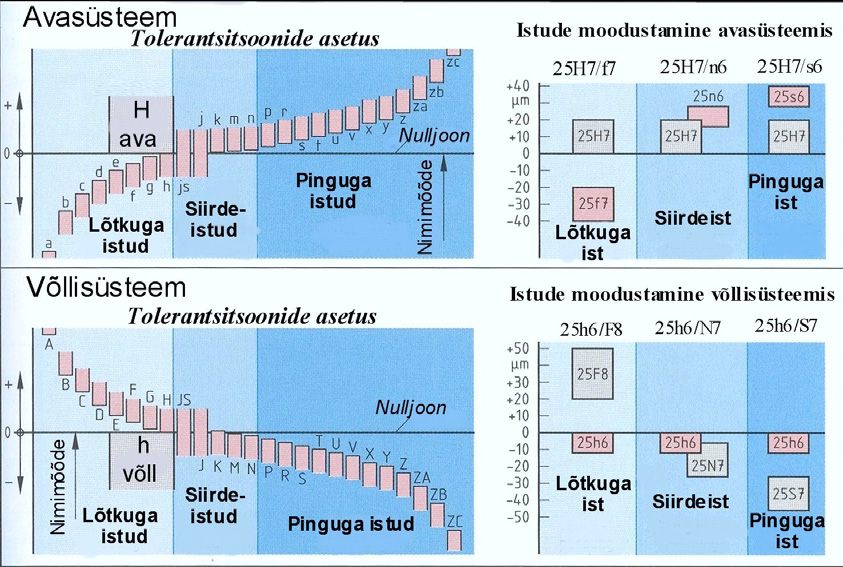
MÕÕTMESTAMINE JA TOLEREERIMINE 2 ×16 tundi Teema Kestvus h 1. Sissejuhatus. Seosed teiste aladega 2 Mõisted ja terminiloogia. GPS standardite maatriksmudel 2. Geometrilised omadused. Mõõtmestamise 2 üldprintsiibid. Ümbrikunõue, maksimaalse materjali tingimus 3. ISO istude süsteem. Tolerantsiväljad 2 4. Istud. Võlli ja avasüsteem 2 5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälb


















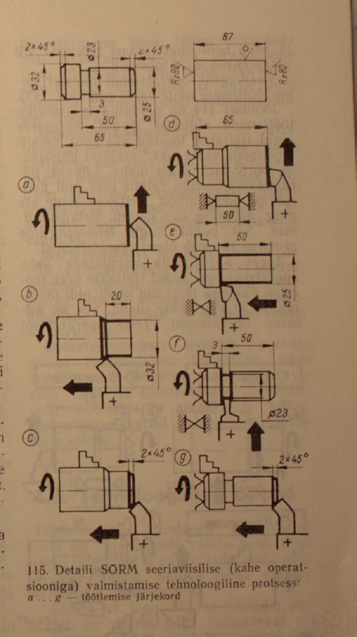












Kõik kommentaarid