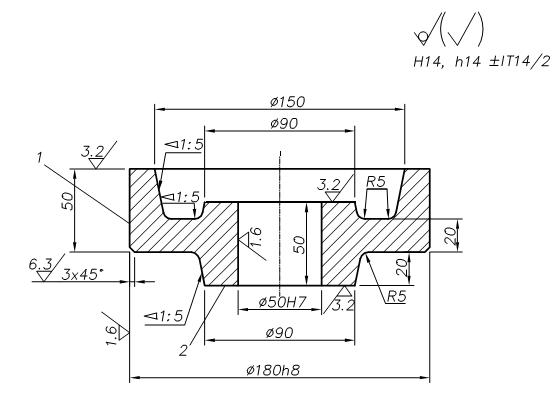
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutööd metallide tehnoloogias 2009/2010 õ.-a. Töö nimetus: Lõiketöötlemine Töö nr. 3 Üliõpilane: Mihkel Tedremaa Rühm: Isiklik kood: 082804 MAHB-32 Juhendaja: Töö tehtud: Esitatud: Arvestatud: Andres Laansoo 27.10.2009 4.11.2009 Ülesanne 1 Hindan nõudeid töödeldavate pindade täpsusele ja pinnakaredusele. Töödelda on vaja pinnad 1 ja 2. Pindade töötlemiseks on vajalik arvestada nõutud pinnakaredusega, milleks on 3,2 µm ja sümbol ise näitab, vastav pinnakaredus tuleb saavutada laastu eraldamise teel. Täpsuse ja pinnakareduse saamiseks on mõistlik kasutada piki- ja ots
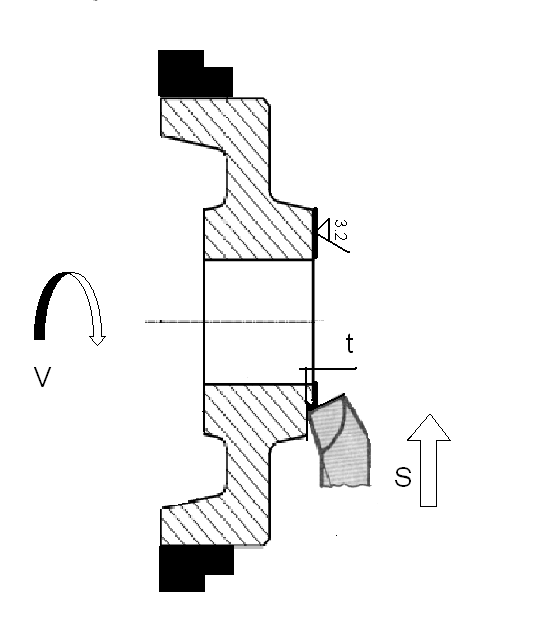
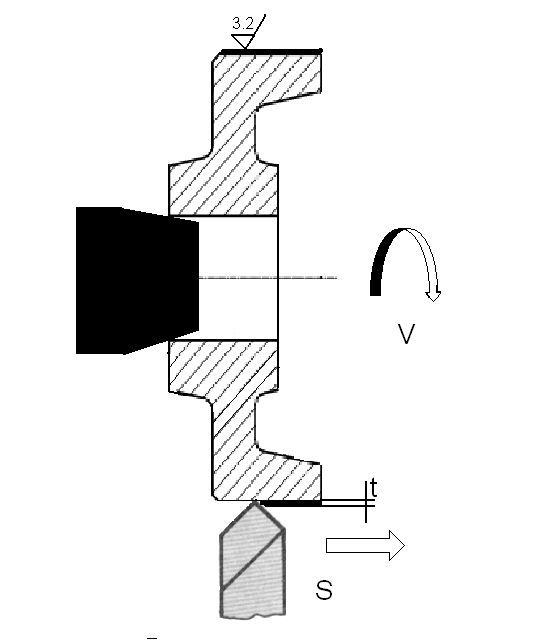
Antud detaili pinnad on vaja töödelda laastu eemaldamisega kui ka puurimist kasutades. Tolerants, sõltuvalt antud detaili nimimõõtmetest ja soovitud täpsusest, on ligikaudu 0,4 mm. Pinnakaredus kõigub vahemikus 1,6-25m sõltuvalt pinnast (vt. joonist). Pikitreimisel kooriva ja puhastöötlemise korral on soovitatav. pinnakaredus 1,6m ja otsatreimisel 3,2m, mis vastab meie soovitud nõuetele, seega on antud detail ilusti töödeldav universaaltripingis. Peale töötlemist treipingis oleks lisaks vaja veel augud sisse puurida. Soovitatav pinnakaredus puurimisel on 12,5m, mis samuti jääb soovitud piiridesse. Selleks kasutame vertikaalpuurpinki. Kõigepealt kinnitatakse toorik treipinki silindrilisest osast (pikem) kolmepakilisse padrunisse. Kuna toorik on küllaltki suure läbimõõduga (sõltub ka treipingist), siis on padruni pakid ümber pööratud.
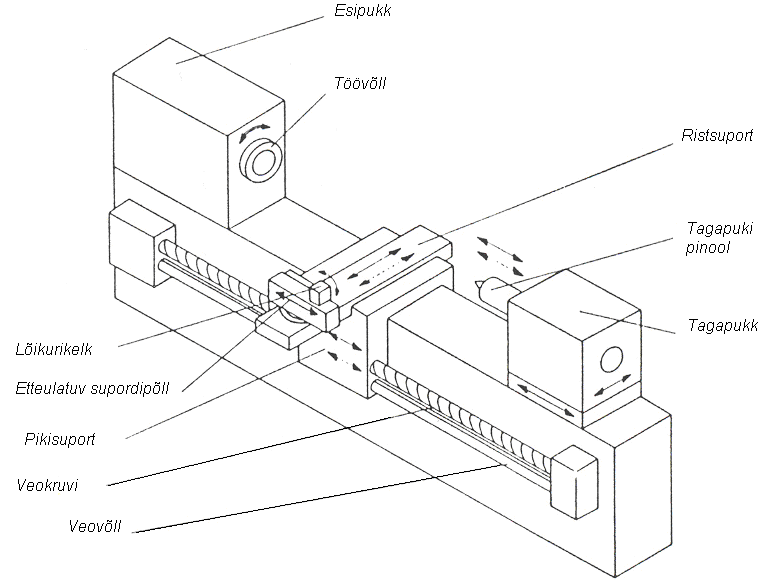
Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on treimine. Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest. Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink. Treipingi põhiosad on säng, kiiruskast, ettenihkekast, trensel, suport ja tagumine tsenterpukk. Joon. 1 Säng on massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki. Et nende liikumine oleks sujuv, tuleb juhtpindu kaitsta kriimustuste ja vigastuste eest ning neid perioodilisely õlitada. Kiiruskast sarnaneb ehituselt auto- või mootorratta käigukastiga. Seda läbib õõnes spindel ehk töövõll, millele hammasrataste abil antakse erinevaid pöörlemiskiirusi. Soovitud hammasülekande sisselülitamine toimub kiiruskasti esiküljel asuvate kangide abil. Igale pöörlemiskiirusele vastav kangide asend leitak
1.Lõikamise mõisted Lõikamiseks nim. töödeldava materjali või mingi keha tükeldamist, sellelt mingi osa või kihi eraldamist materjali sisselõike tegemisel. Topoloogiliste tunnuste järgi on lõikamine sidemeid katkestav protsess (topoloogia on matemaatika osa, mis käsitleb geomeetriliste kehade üldisi omadusi). Küberneetiliste tunnuste järgi on lõikamine juhitav protsess 2.Kuidas jaotatakse lõikamise energia või protsesside järgi? 1) mehaaniliseks - lôikamisel rakendatakse mehaanilist energiat, lôikamine toimub mehaanilise deformeerimise tulemusena; 2) termiliseks - lôikamisel kasutatakse soojuslikke protsesse; 3) keemiliseks - lôikamisel kasutatakse keemilisi protsesse. Vôimalik on ka erinevate energialiikide ja keemiliste protsesside kooskasutamine. 3.Kuidas jaguneb mehaaniline lõikamine? 1) lôikamisel kasutatava mehaanilise energia (ala)liigi, 2) tööriista iseloomustavate parameetrite järgi. 3) protsessi kinemaatika järgi. 4.Mehaanilise lõikamise pea
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................




















Kõik kommentaarid