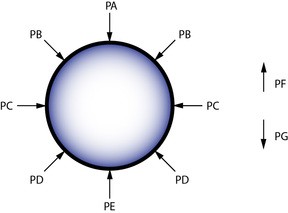
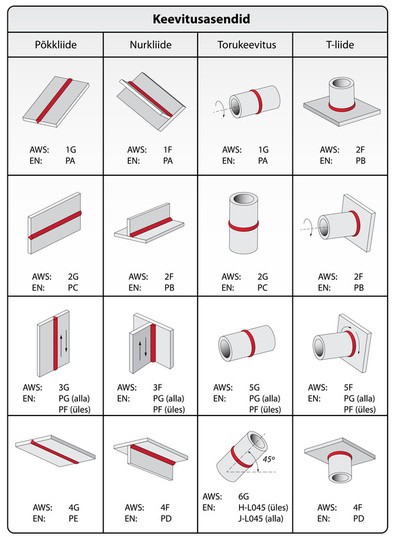
1. odavaim liitmismeetod; 2. väiksem toodete mass materjali parema kasutamise tõttu; 3. sobib enamikule tehnikas kasutatavatele metallidele; 4. võib kasutada erinevates keskkondades; 5. suur paindlikkus toodete konstrueerimisel. Mõned keevitust piiravad tegurid: 1. paljud protsessid sõltuvad inimfaktorist; 2. sageli vajalik mittepurustav kontroll ja pidev järelvalve. Keevitamisel tekib keevisliide (weld joint). Keevisliited jagunevad 5 põhitüüpi: - põkkliide (butt joint), - nurkliide (corner joint), - ots- e. servliide (edge joint), - katteliide (lap joint), - T-liide e. vastakliide (T-joint). Keeviskoostu keevisliidet iseloomustab keevitamise tulemus - keevisõmblus e. keevis (weld). Põhiõmblustena eristatakse kolmnurkse ristlõikega nurkõmblust (fillet weld, FW) ja põkkõmblust (butt weld, BW). Keevisõmbluse asend e. keevitusasend (welding position) on määratud keevisõmbluse
Olustvere Teenindus- ja Maamajanduskool PM1A Magnus Torop Keevitamine Referaat Elektrikeevitamine kaitsegaaside keskkonnas Olustvere 2016 Sisukord: 1. Üldiselt keevitamisest 2.Elektroodkeevitus 3. Traatkeevitus inertgaasi keskkonnas 4.Traatkeevitus aktiivgaasi keskkonnas 5. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 6. Gaaskeevitus 7. Teraste keevitatavus 8. Keevitusasendite markeering ja tüübid 9. MIG keevituse tööpõhimõte 10. Käpa ettevalmistamine 11. Keevitusaparaadi ettevalmistamine keevitamiseks 12. Traadi etteandmine 13. Kaitseklaasi valik 14. Keevitamine 15. keevitusdefektid 16. Keevituse ettevalmistuses on oluline 17. Keevituse töövõtetes tuleks silmas pidada SISSEJUHATUS
OTMK referaat Co2 ehk traatkeevitus Koostaja: Juhendaja:Heino Kannel 2014 aasta. Sisukord: 1.üldiselt keevitamisest 2.üldiselt keevitamisest 3.elektroodkeevitus 4.traatkeevitus inertgaasi keskkonnas 5.traatkeevitus aktiivgaasi keskkonnas 6. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 7.gaaskeevitus 8.teraste keevitatavus 9.keevitusasendite markeering ja tüübid 10.MIG keevituse tööpõhimõte 11.käpa ettevalmistamine 12.keevitusaparaadi ettevalmistamine keevitamiseks 13.traadi etteandmine 14.kaitsegaasi valik 15.keevitamine 16.keevitusdefektid 17. Keevituse ettevalmistuses on oluline 18. Keevituse töövõtetes tuleks silmas pidada 19.ohutus keevitamisel Üldiselt keevitamisest:
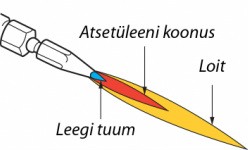
Olustvere teenindus-ja maamajandus kool Märt Seimann Gaasikeevitus Olustvere 2012 Sissejuhatus Referaadis räägin ma lähemalt gaasikeevitusest ja kõigest sellega seounduvast.Ise mul gaasikeevitusega erilist kokkupuudet pole olnud.Kuid räägin ka alguses mis see keevitamine ültse on. Keevisliide on siis kahest või enamast detailist koosnev keevitamise abil koostatud liide. Keevitamisel toimub sulatatud lisamaterjali ja põhimaterjali segunemine ning nende tardumisel moodustub keevisõmblus ehk keevisliide. Gaasikeevituses üldiselt Gaaskeevitus oli varemalt väga laialdaselt kasutatav keevitusviis, kuid seoses uute keevitustehnoloogiate kasutuselevõtuga on gaaskeevituse osatähtsus langenud. Gaaskeevitus on sulakeevitusviis, kus vajaminev kuumus metalli sulatamiseks saadakse põlevgaasi ja hapniku segust süüdatud leegist. Põlevgaasiks võib olla atsetüleen, propaan või butaan. Kõige laialdasemalt kasutatakse hapniku (O2) ja at
1· Keevitatavad materjalid ja nende suurim paksus 2· Protsessi tootlikkus, pidevus, sobivus keskkonnatingimustele 3· Elektroodmaterjalide ja kaitsegaaside vajadus 4· Õmbluste kvaliteet ja vajadus õmbluste puhastamises 5· Piirangud õmbluste asendile ja ligipääsetavusele 6· Keevitusprotsessi parameetrite reguleeritavus 7· Keevitaja kvalifikatsioon Võrreldav Gaaskeevitus Punktkontakt keevitus aspekt kuni 6mm paksus Cu- ja Al- sulameid 1 lehtmetallist toodete valmistamisel madalsüsiniku terased, roostevaba teras Cu, Al, (+ nende sulameid) Pb, Malmi , maksimaalselt 6mm madal tootlikkus kõrge tootlikkusega 2 kasutegur on ~(30-60)% pidevus puuduv Suur kulutus keevitusgaasidele
üheaegselt mõlema mooduse abil. Protsess: konkreetne keevitusviis. Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus, plasma, survejõud jm) järgi. Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063, kus on 63 protsessi koos tunnusnumbritega. Keevitusmeetodid: liigituse aluseks on tehnoloogilised tunnused. Keevitamine jaotatakse: 1)Sulakeevitus: gaaskeevitus; kaarkeevitus (elektrood keevitus, räbustis kaarkeevitus); kaitsegaasis kaarkeevitus (MAG, MIG, TIG, plasma keevitus); elektronkeevitus; laserkeevitus; termiitkeevitus. 2) Survekeevitus: kontaktkeevitus (punkt-, joon-, reljeef-, põkk-, sulapõkk-keevitus); külmsurvekeevitus; hõõrdkeevitus; sepakeevitus; plahvatuskeevitus; ultrakeevitus; difusioonkeevitus; induktsioonkeevitus; vastakkaarkeevitus. Keevitustehnoloogia käsitleb keevitusprotsessi, kui toodete valmistamist detailidest ja pooltoodetest.
Gaasivõrgu ühendusest koos reduktoriga Keevituspõleti koosneb: Gaasisuunajast(a) Lülitist(b) Käepidemest(c) Keevituspõleti otsik koosneb: 8 Gaasisuunajast Vooluotsikust Vooluotsiku kinnituspesast MIG/MAG keevituseade terves koosseisus 9 MIG-MAG keevitusprotsessi kirjeldus MIG-MAG keevitus jaguneb kasutatava kaitsegaasi järgi kahte gruppi: 5. Traatkeevitus inertgaasi keskkonnas e MIG – metal-arc inert gas, keevitusprotsessi tunnusnumber vastavalt standardi EN ISO 4063 järgi on 131. Kõige levinum keevitusel kasutatav inertgaas on argoon, Ar. Vähem kasutatakse heeliumit. 6. Traatkeevitus aktiivgaasi keskkonnas e MAG – metal-arc activ gas, keevitusprotsessi tunnusnumber vastavalt standardi EN ISO 4063 järgi on täistraatkeevitus 135 ja
...............................................................................................3-7 3.kaitsevahendid …...................................................................................................8-9 4.Elektroodid...............................................................................................................9 5.Varraselektroodid käsikaarkeevituseks ….......................................................9-10 6.Keevitamine sulava elektroodiga e. MIG/MAG keevitus ….............................10 7.vead keevitamisel..................................................................................................10 8.Kokkuvõtte............................................................................................................11 9.kasutatud kirjandus..............................................................................................12 2 Sissejuhatuses
















































![Joonis 11. "a" ja "z" mõõtude märkimine ja nende omavaheline suhe [2:23]](./mpic.php?inside=173438%2FBackup-7_2.jpg)





Kõik kommentaarid