.......7 6. Keevitusvoolu ja elektroodi läbimõõdu valik............................................................8 7. Kaare süütamine.........................................................................................................8 8. Elektroodi asend ja liikumine.....................................................................................9 9. Käsikaarkeevituse seadmed......................................................................................10 10. Kaitsegaasis keevitamine........................................................................................11 11. Keevitamine sulamatu elektroodiga e. TIG keevitus (Tungsten Inert Gas)............11 12. Keevitamine sulava elektroodiga e. MIG/MAG keevitus......................................12 13. MIG/MAG keevituse tehnoloogia..........................................................................13 ...................................................................................................................
Kaitsevahendid 4 Keevisliidete tüübid 5 Käsikaarkeevitus MMA 6 Käsikaarkeevituse tehnoloogia 7 Keevitusvoolu ja elektroodi läbimõõdu valik 8 Kaare süütamine 8 Elektroodi asend ja liikumine 9 Käsikaarkeevituse seadmed 10 Kaitsegaasis keevitamine 11 Keevitamine sulamatu elektroodiga e. TIG keevitus 11 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 12 MIG/MAG keevituse tehnoloogia 13 MIG/MAG keevituse seadmed 15 Kontakt e. punktkeevitus 16 Plasmakeevitus 17 2 Elektrikeevitus
Kaitsevahendid 5 Keevisliidete tüübid 6 Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21
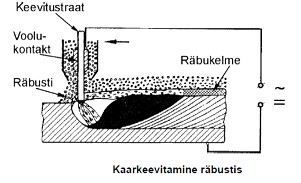
vahel aatomsidemete loomise teel kohaliku v. üldise kuumutamise , plastse deformeerimise v. üheaegselt mõlema mooduse abil. Protsess: konkreetne keevitusviis. Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus, plasma, survejõud jm) järgi. Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063, kus on 63 protsessi koos tunnusnumbritega. Keevitusmeetodid: liigituse aluseks on tehnoloogilised tunnused. Keevitamine jaotatakse: 1)Sulakeevitus: gaaskeevitus; kaarkeevitus (elektrood keevitus, räbustis kaarkeevitus); kaitsegaasis kaarkeevitus (MAG, MIG, TIG, plasma keevitus); elektronkeevitus; laserkeevitus; termiitkeevitus. 2) Survekeevitus: kontaktkeevitus (punkt-, joon-, reljeef-, põkk-, sulapõkk-keevitus); külmsurvekeevitus; hõõrdkeevitus; sepakeevitus; plahvatuskeevitus; ultrakeevitus; difusioonkeevitus; induktsioonkeevitus; vastakkaarkeevitus.
võngutata. 3-8 mm paksuste detailide põkkõmbluste keevitamisel liigutatakse keevituspõletit õmblusesuunaliselt edasi – tagasi. Põleti õmblusesuunaline edasiliikumine annab keevitatavate servade korraliku läbisulatuse ning keevituspõleti tagasitoomisega kujundatakse õmbluse kuju. Laiema keevisõmbluse saamiseks võngutatakse põletit ristisuunaliselt õmblusega. Lisaks sellele mõjutavad keevitusõmbluse suurust ja kuju ka keevituspõleti kaldenurk ja liikumissuund. Keevitamine “endast eemale” annab mõõduka läbisulatusega madala ja laia õmbluse. Keevitamine “enda poole” annab sügava läbisulatusega kõrge ja kitsa õmbluse. Neutraalkeevitust kus keevituspõleti ots on risti keevitatava pinnaga kasutatakse vähem. 9 Kaitsevahendid Elektrikeevitusega töötamisel tuleb kasutada sobivat kaitseriietust ning
Tartu Kutsehariduskeskus Autode ja masinate remondi osakond Marko Mõttus Keevitamine. Iseseisevtöö Juhendaja:Üllar Kivi Tartu 2012 Kaitsevahendid Elektrikeevitusega töötamisel tuleb kasutada sobivat kaitseriietust ning jalanõusid mis kaitsevad keevitajat sulametalli, räbu pritsmete, keevituse soojustoime ja muude mõjutuste eest. Parimaks kaitseriietuseks on spetsiaalne kombinesoon. Selle puudumisel tuleb kasutada
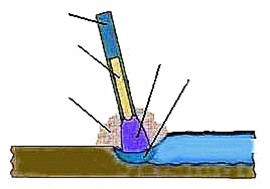
2 tsellulooskate C 3 rutiilkate R 4 aluseline kate B 5 paks rutiilkate RR 6 tselluloos-rutiilkate RC 7 happeline-rutiilkate RA 8 aluseline-rutiilkate RB 9 happeline tsellulooskate AC 9 Keevitamine sulava elektroodiga e. MIG/MAG keevitus Keevitamisel sulava elektroodiga on elektroodiks spetsiaalne keevitustraat Seepärast nimetatakse seda keevitusviisi ka traadikeevituseks. Kaarleek tekitatakse keevitustraadi ja keevitatava detaili vahele. Keevitustraat antakse etteandemehhanismi abil kaarleegi piirkonda traadi sulamiskiirusega võrdse kiirusega. Keevisvannis oleva sulametalli kaitseks juhitakse kaarleegi piirkonda kaitsegaas. Vead keevitamisel
KEEVITUS Keevitus on teraste ja värvilismetallide enimlevinud ja tähtsaim liitmismeetod: tootmiskeevitus (production welding) - detailide liitmine toodete valmistamisel; remontkeevitus (repair welding) - purunenud ja kulunud osade taastamine, moodustab kuni 20% kogu keevitustööde mahust; pealekeevitus. Keevitusprotsesside hulka loetakse ka jootmist, termopindamist ja termolõikamist. Keevituse põhimõisted Keevitus, keevitamine (welding) - kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine. Võidakse kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse metalle, plaste, komposiite, keraamikat, klaasi jm. Terminit "keevitamine" kasutatakse tegevuse tähenduses ja terminit "keevitus" kui protsessi laiemas tähenduses. Kirjanduses kasutatakse põhiliselt terminit "keevitusprotsess". Keevitustehnoloogia (welding technology) - on tehnika ala, mis käsitleb









































Kõik kommentaarid