Soovitavalt kasutada tsingi ja tsingitud terase jootmisel räbustina soolhapet, kõigi metallide (välja arvatud alumiinium) jootmisel pehmejoodistega tsinkkloriidi, terase ja vase jootmisel kõvajoodistega- booraksit või naatriumboraati jne. Metallide jootmine Jootmisel põhimetall ei sula vaid kuumeneb joodise sulamistemperatuurini. Soojusallikana kasutatakse, olenevalt võimalustest javajadusest jootmisel gaasileeki, samuti elektrilist ja induktsioonkuumutamist ning jootleid. Jootmise eelis on see, et põhimetall ei sula vaid kuumeneb tühisel määral. See eelis võimaldab saada kvaliteetseid liiteid mitte ainult samast metallist detailide, vaid ka erinevatest metallidest ja sulamitest valmistatud detailide vahel. Joota on võimalik malmi, süsinikuvaest ja legeeritud terast, vaske, niklit, alumiiniumi, nende sulameid jt. metalle. Enne jootmist puhastatakse ühendatavad detailid hoolikalt tagist, rasvast, oksiididest ja muust mustusest
Metallide ühendamine jootmistehnoloogiaga ei ole pelgalt tinapanek nagu Kuna tihtipeale metallide ekslikult ühendamine arvatakse, jootmis vaid oskusi tehnoloogiaga ja teadmisi ei ole vajav pelgalt
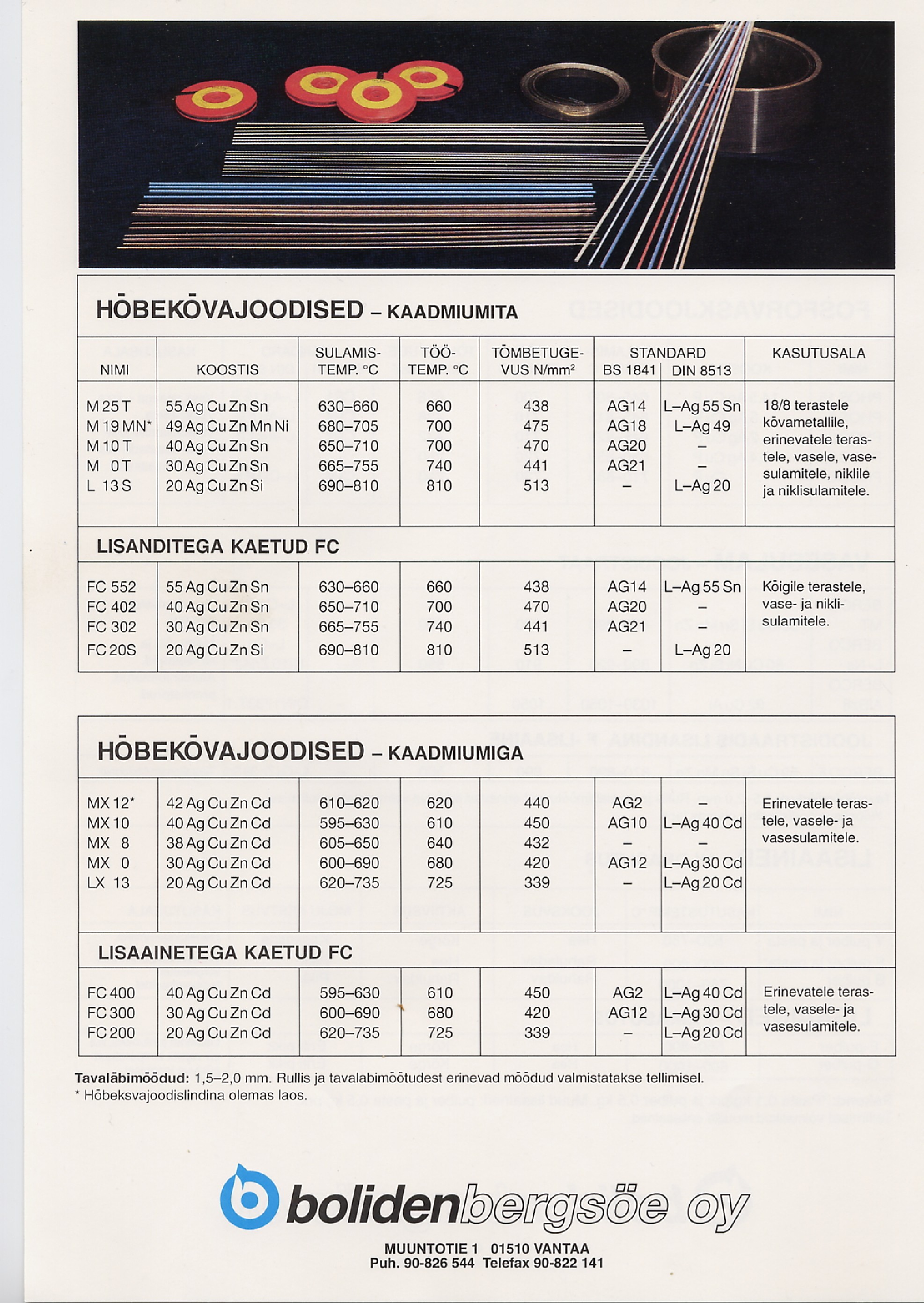
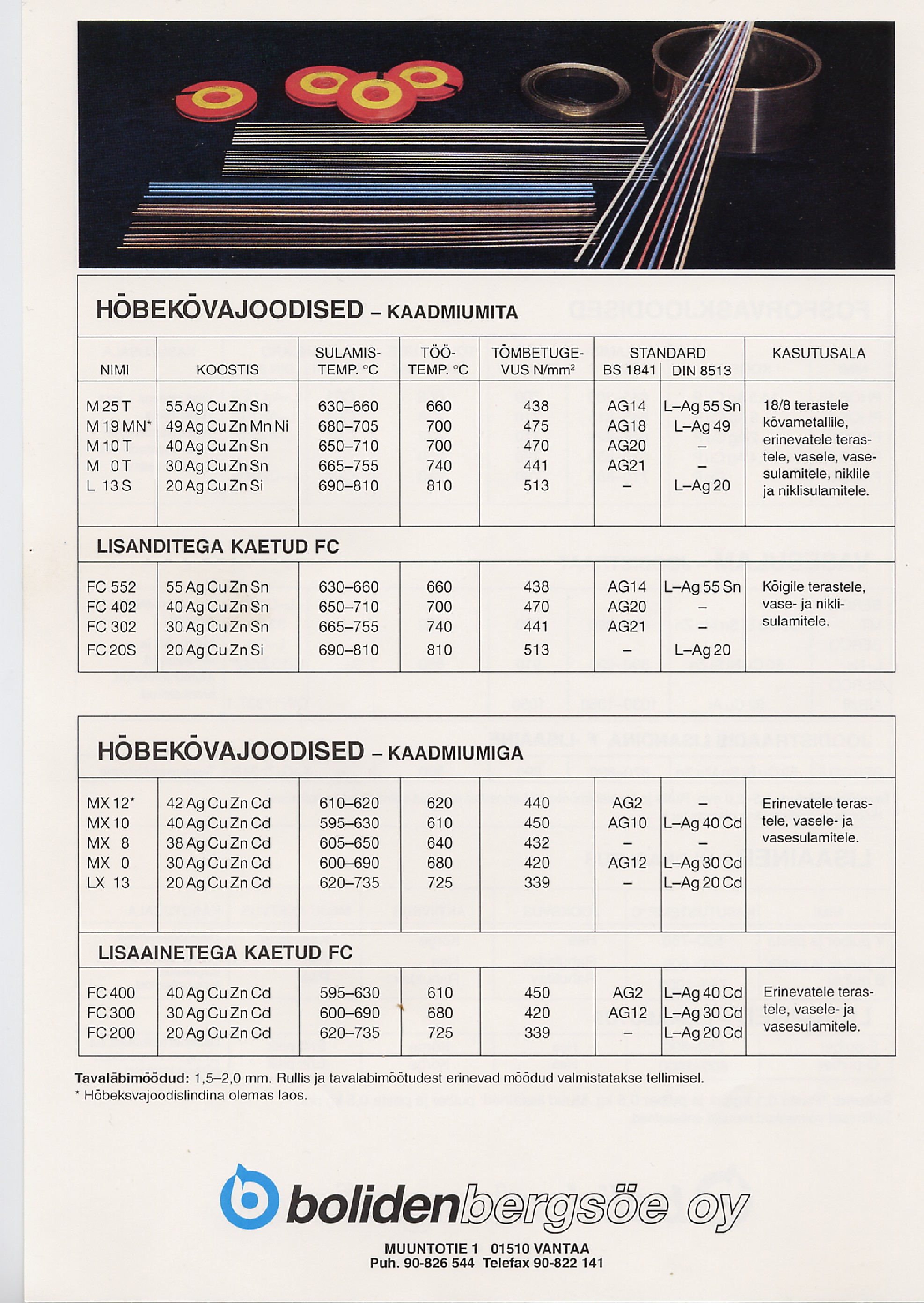
Jootmine. Jootmisel liidetakse detailid erisulami (joodisega), mis sulatamisel voolab detailide vahel olevasse pilusse, märgab joodetavad pinnad ja tardumisel moodustab jooteõmbluse. Jooteliite kvaliteet oleneb ühendatavate pindade vahelise pilu suurusest; liiga väikese pilu korral ei tungi sinna joodist, suure pilu korral liite tugevus väheneb kahanemistühemike tekkimise tõttu joodises. Joodise valikul tuleb arvestada põhimetalli omadusi. Joodis peab olema vajaliku sulamistemperatuuriga, hea voolavusega ning hästi nakkuma detaili pinnaga. Joodise korrosioonikindlus ja joonpaisumistegur peavad olema enam-vähem samad mis põhimetallil. Detaili pinna sulamise vältimiseks peab joodise sulamistemperatuur olema vähemalt 60...100 0 madalam kui põhimetallil. Sulamistemperatuuri järgi jaotatakse joodised madalasulamistemperatuuriga (1450...4500C) ja kõrgesulamistemperatuuriga (450...10000C). Praktikas nime
LIIMLIIDE = kinnisliide, milles detailid on ühendatud LIIMIGA Liim on vedel või poolvedel ainete segu, mis liimib või liidab esemeid kokku. EELISED – 1. Liimliide on pidev – see tagab ülekantava koormuse ühtlasema jaotumise ning pinge kontsentraatorid puuduvad; 2. Pidev liimliide suurendab tarindi jäikust; 3. Liimliide on välimuselt sile; 4. Liimliite vastupidavus tsüklilistel koormustel ületab teiste liidete oma 5. Liimliite saamisel ei vajata kõrgeid temperature 6. Liimliitesse saab panna erinevaid materjale; 7. Liimliitesse saab panna erinevaid materjale; 8. Liimikiht (vajaduse korral) isoleerib detailid elektriliselt 9. Liimliide summutab vibratsiooni ja võnkumisi Summaarse eelisena saavutatakse toote konkurentsieelis: sobivam lahendus, lihtsam koostamine, kergem kaal ja pikem tööiga. PUUDUSED 1. Liimide tugevus on metallide tugevusest väiksem 2. Temperatuuri tõustes liimliite tugevus väheneb ning liim deformeerub plastselt 3. Liimliite vastupidavus keskkonna m�
JOODISED Pehmed joodised Tinapliijoodiseid kasutatakse erinevates valdkondades kõige ulatuslikumalt. Joodiseid toodetakse tinasisaldusega 3-90% Madalatel temperatuuridel võib tina rikastes joodistes tina allotroopse muutuse tagajärjel tekib kõva ja habras modifikatsioon, mis tähendab seda et liide laguneb. Selle vältimiseks lisatakse joodisesse antimoni(SB). Viimane vähendab aga märgamisvõimet või ka liidete tugevust. Joodise omadused sõltuvad nende koostisest. Tinajoodised. Praktikas kasutatakse sulameid tsingi, kaadiumi ja hõbedaga. Tinnajoodis tsingiga on laialt levinud alumiinium- ja magneesiumisulamitest toodete madaltemperatuursel jootmisel. Kui tinale lisada tsinki, siis sulami sulamistemperatuur algul alaneb(199C tsingisisaldusel 7%) edasisel lisamisel hakkab tõusma. Kaadium alandab tsingi sulamistemperatuuri(tsinkjoodistes kaadiumi 30-35%). Parendamaks joodisõmbluse tehnoloogilisi omadusi ja tõstmaks nende töökindlust, lisatakse tinatsinkjoodistele vähes
Plaatinasulam on mehaaniliselt hästi töödeldav, probleemiks on kõrge sulamistemperatuur. 5 Metallide jootmine Jootmisel põhimetall ei sula vaid kuumeneb joodise sulamistemperatuurini. Soojusallikana kasutatakse, olenevalt võimalustest ja vajadusest jootmisel gaasileeki, samuti elektrilist ja induktsioonkuumutamist ning jootleid. Jootmise eelis on see, et põhimetall ei sula vaid kuumeneb tühisel määral. See eelis võimaldab saada kvaliteetseid liiteid mitte ainult samast metallist detailide, vaid ka erinevatest metallidest ja sulamitest valmistatud detailide vahel. Joota on võimalik malmi, süsinikuvaest ja legeeritud terast, vaske, niklit, alumiiniumi, nende sulameid jt. Metalle. Enne jootmist puhastatakse ühendatavad detailid hoolikalt tagist, rasvast, oksiididest ja muust mustusest.
Mustad ja värvilised metallid Värvilismetallid ja nende sulamid Värvilismetalle ja -sulameid liigitatakse a) tiheduse järgi: · kergemetallid - 5000 kg/m3 (Al, Mg, Ti), · keskmetallid 5000 - 7800 kg/m2 (Sn, Zn, Cr), · rasked metallid üle 7800 kg/m2 (Pb, Cu, Co, Au, W, Mo); b) sulamistemperatuuri järgi: · kergesti sulavad - 327° C (Mg, Al, Pb), · keskmistel temperatuuridel sulavad 327 - 1539° C (Cr, Mn, Ni, Au), · raskesti sulavad > 1539° C (W, Mo, Ti ); c) vääringu järgi · väärismetallid (Pt, Ag, Au), · haruldased metallid (Li, Be, Ti, Ga, W), Tööstuslikult kasutatakse 1) kergeid värvilismetallide Al, Mg, Bn, Cr, Ti, Fe jt. sulameid lennukitööstuses; 2) Al, Cu, Cr, Zn - aparaadiehituses; 3) Ag, Cu, Cr, Al, Zn - mõõteriistades; 4) Al, Cu, (Ag), Fe - juhtmetena elektrotehnikas ja energeetikas; 5) Cu ja Pb, Sn, Zn, Al sulamid (pronksid, messingid, babiidid) - masinaehituses. Tabel 1.1: Värvilismetallide peamised kasutusalad Lege
+ 700 6,274 - 29,128 - + 1000 9,585 - 41,269 - + 1300 13,155 - - - + 1600 16,771 - - - Selgub, et reeglina temperatuuri tõustes terrnoelektromotoorjõud l kraadi kohta suureneb. Joodised ja räbustid Joodised on metallid või sulamid detailide ühendamiseks jootmise teel. Joodiste sulamistemperatuur on reeglina madalam ühendatavate materjalide (metallide) sulamistemperatuurist. Kuumutamisel joodetavad metallid osaliselt lahustuvad joodistes, mistõttu tekib küllalt tugev ja väikese elektritakistusega ühendus. Enamuses allikates eristatakse kahte liiki joodiseid: pehmed ehk kergsulavad, mille sulamistemperatuur on alla 400 °C ja kõvad ehk rasksulavjoodised sulamistemperatuuriga üle 500 °C.





































Kõik kommentaarid