suhtes või kruvijooneline. Abilõikeserva silinderfreesidel ei ole. Otsfreesidel seevastu eristatakse pea - , abi - ja üleminekulõikeserva. Pealõikeserv:- See on freesi teljega nurga all asetsev lõikeserv. Abilõikeserv:- See on freesi otspinnal paiknev lõikeserv. Üleminekulõikeserv:- See on pea - ja abilõikeserva ühendav serv. Hammaste kuju ja elemendid. Olenevalt pinnast , mida mööda teritatakse frees, eristatakse kahte hammaste konstruktsiooni. Teravatipulised hambad - hambaid teritatakse tagapinnalt. Kukaldatud hambad - hambaid teritatakse ainult esipinnalt. Eristatakse järgmisi hamba elemente: Kõrgus h - kaugus lõikeserva punkti ja soone põhja vahel, mõõdetakse freesi radiaallõikes risti selle teljega. Hamba tagapinna laius - kaugus lõikeservast hamba tagapinna ja selle lõikejooneni, mõõdetakse risti lõikeservaga.
..........................10 TÖÖOHUTUS RIHTHÖÖVELMASINAL ENNE TÖÖD 1. Automaatsöösturiga pinkidel peab olema noavõlli töötav osa olema kaetud isesulguva kaitsekattega, mis avab noavõlli ainult töödeldava detaili laiuselt. 2. Noavõlli töövaba osa suundlati taga peab olema täielikult kaetud suundlati igas asendis. 3. Suundlatti ei tohi kinnitada pitskruvidega. 4. Seada suundlatt ja liikuv töölaud võetava laastu mõõdule ja kontrollida töölaudade paralleelsust. 5. Enne pingi käivitumist pöörake nugadevõlli käsitsi ja veenduge, et ta ei puuduta töölauda. 6. Kui noavõlli kate puudub või on korrast ära, on pingil töötamine keelatud. 7. Noavõlli pilu masina töölauas tuleb ääristada masina lauaga kinnitatud teravate terasest katteliistudega. Vahemaa katteliistudega servade ja nugade lõiketerade poolt joonistatud pinna vahe ei tohi olla üle 3 mm. Katteliistude servad peavad olema tasased, neil ei tohi olla täkkeid ega hambaid. 8
Tööriista materjal on suuteline säilitama oma lõikeomadused ainult lõiketsooni teatud temperatuurini. Igal freesihamba sisselõikumisel mõjub freesi hambale löök, mis esitab freesi hamba materjalile kõrgendatud nõude lööktugevuse suhtes. Freesi teral peavad olema järgmised mehaanilised omadused: töödeldava materjali kõvadusest suurem kõvadus, kõrge kulumiskindlus ja soojuskindlus, suur mehaaniline tugevus. 3.Horisontaalse freespingi ehitus, tema tähtsamad sõlmed ja nende ül. pingi töös. Kirjeldage soone freesimist horisontaalsel freespingil Sellistel pinkidel asetseb spindel horisontaalselt ja töölaud võib liikuda kolmes omavahel ristuvas suunas : piki-, rist- ja püstsuunas. Pingi põhisõlmed on : 1. Alus 2. Kere külge on kinnitatud kõik pingi mehhanismid. 3
.. 4 10. Lõikuri kulumine ja püsivusaeg ............................................................................................................... 4 11. Treimine. Lõikeprotsessi karakteristikud freesimisel. Freesipingid. ...................................................... 5 12. Treipingid. Spindlisõlmed ........................................................................................................................ 5 13. Freesimine. Lõikeprotsessi karakteristikud freesimisel. Freespingid. .................................................... 5 14. Puurimine. Lõikeprotsessi karakteristikud puurimisel. Puurpingid. ....................................................... 6 15. Hambalõikamine. Hambalõikurid. Hambafreespink. .............................................................................. 7 16. Keermestamine ....................................................................................................................................... 7 17. Lihvimine
Lihvimistasapindade kõrgust saab reguleerida ja neid saab ka nurga alla seada, mis võimaldab kaldpindade lihvimist. Ka ühe otsa lindiratast saab kasutada lihvimistoena, mis annab võimaluse lihvida kõverpindu. Oma mitmekülgsete kasutusvõimaluste tõttu kuulub see pink tisleritöö põhimasinate hulka. Pinki kasutatakse servpindade, karpide ja kaarekujuliste detailide lihvimiseks. Lailintlihvpink Laia lindiga lihvpink on mitmeotstarbeline lihvpink tisleritöödeks. Pingi head omadused on: kerge ja turvaline kasutada, usaldusväärne ja lihvpinna hea kvaliteet. Pingi töö meenutab suuresti paksushöövelpingi tööd ning liimpuidu tootmisel ongi paksuskalibreerimisel paksushöövelpink tihti asendatud lailintlihvpingiga. Lailintlihvpink Lihvimise paksust reguleeritakse alumise reguleeritava töölauaga ja ese antakse ette pöörleva lintkonveieri abiga. Pingid on oma ehituselt erinevad, ülemisi lihvimissõlmi võib olla 1-4 ja nende töö lihvimiskohal võib
ristettenihkel 2) supordi ülemise lõikurikelgu pööramisega 3) tsentrite nihkumisega, kus vajalik tsentripuki nihkutuse suurus h=l*sin alfa 4) treimine kopeerjoonlauaga. Keermestamine: Universaaltreipingil lõigatajse nii sise- kui ka väliskeemeid. Lõikeriistaks on keerme treilõikus, mille profiil vastab lõigatava keerme profiilile. Treipingid: otstarbe järgi jagunevad metallilõikepingid üld- ja eriotstarbelisteks. Eriotstarbelised pingid on kitsa kasutusalaga enamasti ühetüübiliste detailide töötlemiseks. Üldotstarbeliste lõikepinkide liigitamisel aluseks võetakse töötlemismeetod, mis hõlmab lõikurit, töödeldava pinna kuju ja töötlemisskeemi. Eristatakse trei-, puur-, lihv-, hambalõike-, frees- jm. pinke. Freesimine: Freesimine on lõiketöötluse universaalsemaid tehnoloogilisi protsesse, mille puhul lõikuriks on frees. Freesimisega töödeldakse horisontaal-, vertikaal- ja kaldpindu,
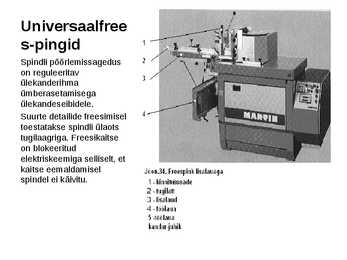
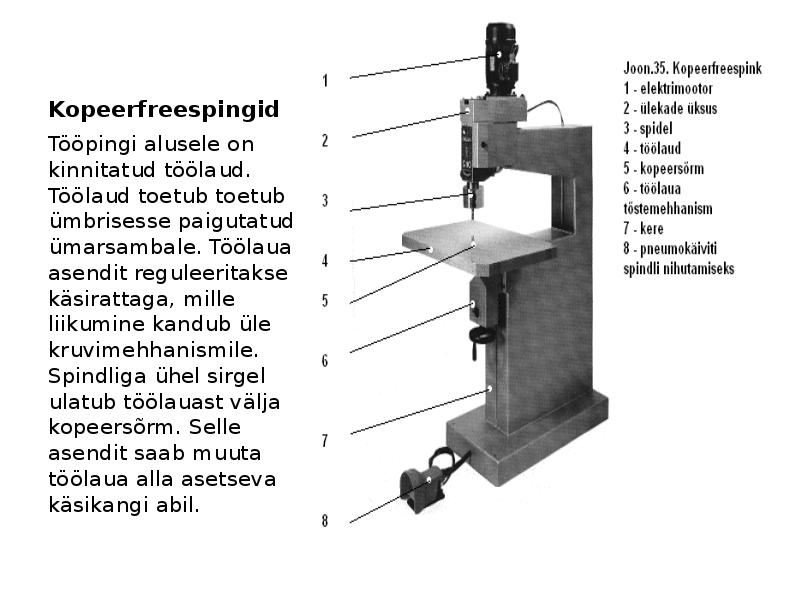
puurimiseks, mitmesugusteks uuristamisteks, jne. Elektrifreesi lõikurite valik on suur. See annab kasutajale rohkesti valikuvõimalusi, näiteks profiilitöötlemisel. Freesid jagunevad ülafreesideks, lamellfreesideks, universaalfreesideks ringlõikuriteks Ülafrees on mitmekülgne tööriist, mis on puutööd mõjutanud rohkem kui ükski teine seade Ülafreesi kasutatakse vastava rakise olemasolul sageli tagurpidi, saades nii miniatuurse freespingi. Tööriist on mõeldud puidu, mööbliplaatide, plasti ja pehmete metallide lõiketöötlemiseks. 16 Ülafreesi spindel koos lõiketeraga asetseb töödeldava pinna suhtes risti. Ülafreesi kasutatakse vastava rakise olemasolul sageli tagurpidi, saades nii miniatuurse freespingi. Ülafreesiga on võimalik freesida erinevaid profiile, süvendeid, avasid, tappe. Kopeerimise teel saab kiiresti valmistada palju analoogseid detaile
tulekustutusvahenditega. 3. ENNE TÖÖD 3.1. Enne töötamise algust tuleb ketassaag hoolikalt üle vaadata ja teda üksikasjalikult kontrollida (saeketta kinnituse kindlus ja tugevus, hammaste teritus ja räsamine, hõõrduvate osade määrimine). 3.2. Kõiki pinke peavad käivitama ja teenindama ainult need isikud, kellele nad on kinnistatud. 3.3. Igasugusel, isegi lühiajalisel töövaheajal tuleb pink välja lülitada. 3.4. Pingi väljalülitamine on kohustuslik: töötlemisinstrumendi vahetamisel, kinnitamisel ja mahavõtmisel, pingi remontimisel, puhastamisel ja määrimisel, laastude ja puru koristamisel. Elektrivoolu katkemisel tuleb pink otsekohe välja lülitada. 3.5. Tuleb kanda ettenähtud erirõivaid ja panna nööbid korralikult kinni. 3.6. Saetav puit tuleb üle vaadata, metallikillud ja naelad eemaldada. 3.7. Töökoht ketassae juures peab olema hästi valgustatud. Saepingil ei




































Kõik kommentaarid