Keevisliidete tüübid 6 Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21 Vead keevitamisel 22
Keevisliidete tüübid 5 Käsikaarkeevitus MMA 6 Käsikaarkeevituse tehnoloogia 7 Keevitusvoolu ja elektroodi läbimõõdu valik 8 Kaare süütamine 8 Elektroodi asend ja liikumine 9 Käsikaarkeevituse seadmed 10 Kaitsegaasis keevitamine 11 Keevitamine sulamatu elektroodiga e. TIG keevitus 11 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 12 MIG/MAG keevituse tehnoloogia 13 MIG/MAG keevituse seadmed 15 Kontakt e. punktkeevitus 16 Plasmakeevitus 17 2 Elektrikeevitus Keevitamiseks nimetatakse metalldetailide ühendamist
Põltsamaa Ametikool Keevitamise alused A2 Margo Pukki Kaarlimõisa 2009 Sisukord Sisukord..........................................................................................................................2 1. Elektrikeevitus............................................................................................................3 2. Kaitsevahendid...........................................................................................................4 3. Keevisliidete tüübid....................................................................................................5 4. Käsikaarkeevitus e.MMA (Manual Metal Arc Welding)...........................................6 5. Käsikaarkeevituse tehnoloogia.......
Sisukord Keevitamine................................................................................................................................3 Sissejuhatus elektrikaarkeevitusse..............................................................................................4 1. Elektroodkeevitamine......................................................................................................5 2. MIG/MAG-keevitus e. sulava elektroodiga kaarkeevitus kaitsegaasis...........................7 3. TIG-keevitus e. sulamatu elektroodiga kaarkeevitus kaitsegaasis...................................8 4. Kaarkeevitus räbustis.......................................................................................................9 5. Elekter-räbukeevitus e. räbukeevitus.............................................................................10 6. Plasmakeevitus...................................................
OLUSTVERE TEENINDUS- JA MAAMAJANDUSKOOL Põllumajanduse 1 kursus Madis Raudsepp ELEKTRIKEEVITUS Referaat Olustvere 2010 Elektrikeevitus Keevitamiseks nimetatakse metalldetailide ühendamist nende kokkupuutekoha kohaliku kuumutamise teel kuni sula olekuni (sulatuskeevitus) või plastilise olekuni koos mehaanilise jõu rakendamisega (survekeevitus). Elekterkeevituse ajalugu algab aastast 1882.a. mil Nikolai Bernardos leiutas kaarkeevituse süsielektroodiga 1904.a
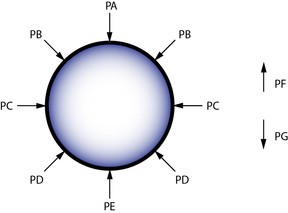
järgi tähistatakse keevitusasendeid tähekombinatsiooniga, USA standardi järgi (AWS) tähe-numbrikombinatsiooniga (vt tabel 3) Kõige kasutatavam ja kõige parema kvaliteedi tagab nn põrandaasend e asend PA (USA tähistus: 1G põkkliidetel ja 1F nurkliidetel). [1:16] Väga tihti kasutatakse mitmesuguste konstruktsioonide keevitamisel ka asendit PB, kui on tegemist nurkõmbluste koostamisega. Nurkõmbluse puhul PB asendis hoitakse elektroodi nurga keskel, kui nurk on 90°, siis elektrood liigub 45° nurga all ja liikumise suunas ca 70° nurga all. Asend PC on nn seinaasend, kus liikumine toimub horisontaalselt, elektrood on liikumise suunas kaldu ca 70°. Asend PD on ülanurkasend, Kus elektrood liigub nurga keskel. Asend PE on nn laeasend, mille puhul elektroodi kalle on liikumise suunas ca 70° Asend PF on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse moodustumine toimub vertikaalselt alt üles. Elektroodi põlev ots on suunatud kergelt ülespoole ning
OTMK referaat Co2 ehk traatkeevitus Koostaja: Juhendaja:Heino Kannel 2014 aasta. Sisukord: 1.üldiselt keevitamisest 2.üldiselt keevitamisest 3.elektroodkeevitus 4.traatkeevitus inertgaasi keskkonnas 5.traatkeevitus aktiivgaasi keskkonnas 6. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 7.gaaskeevitus 8.teraste keevitatavus 9.keevitusasendite markeering ja tüübid 10.MIG keevituse tööpõhimõte 11.käpa ettevalmistamine 12.keevitusaparaadi ettevalmistamine keevitamiseks 13.traadi etteandmine 14.kaitsegaasi valik 15.keevitamine 16.keevitusdefektid 17. Keevituse ettevalmistuses on oluline 18. Keevituse töövõtetes tuleks silmas pidada 19.ohutus keevitamisel Üldiselt keevitamisest:
Olustvere Teenindus- ja Maamajanduskool PM1A Magnus Torop Keevitamine Referaat Elektrikeevitamine kaitsegaaside keskkonnas Olustvere 2016 Sisukord: 1. Üldiselt keevitamisest 2.Elektroodkeevitus 3. Traatkeevitus inertgaasi keskkonnas 4.Traatkeevitus aktiivgaasi keskkonnas 5. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 6. Gaaskeevitus 7. Teraste keevitatavus 8. Keevitusasendite markeering ja tüübid 9. MIG keevituse tööpõhimõte 10. Käpa ettevalmistamine 11. Keevitusaparaadi ettevalmistamine keevitamiseks 12. Traadi etteandmine 13. Kaitseklaasi valik 14. Keevitamine 15. keevitusdefektid 16. Keevituse ettevalmistuses on oluline 17. Keevituse töövõtetes tuleks silmas pidada SISSEJUHATUS Üldiselt keevitamisest:








































Kõik kommentaarid