Anton Adoson Roman Ibadov RADIAALVISKUMISE MÕÕTMINE LABORITÖÖ NR. 8 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 21.10.2015 /Allkiri / Tallinn 2015 Töö vahendid: Nr
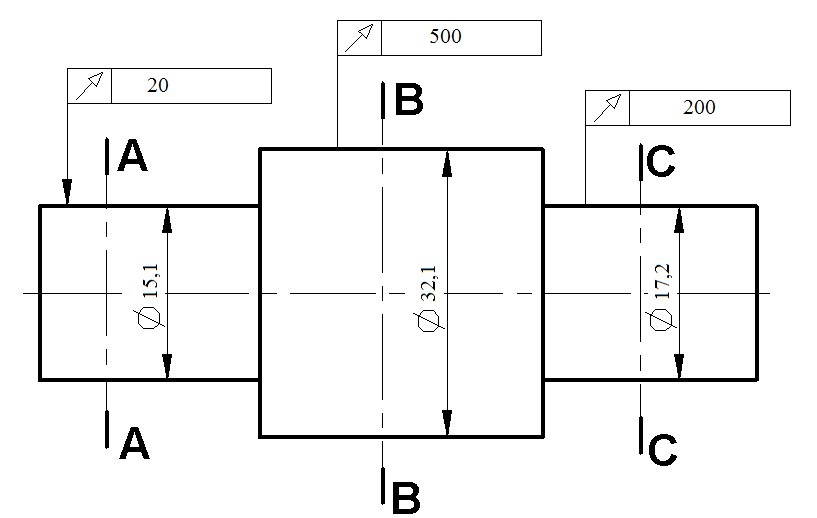
LABORATOORNE TÖÖ 5 Astmelise võlli radiaalviskumise mõõtmine 0,80 0,16 0,20 34,2 18,1 16,1 Mõõtetulemused Mõõd. Indikaatori lugem Radiaal- Läbimõõt Lubatud Täpsus- Koht Suurim Vähim viskum. nihikuga rad. visk aste
LABORATOORNE TÖÖ 2 Silindri siseläbimõõdu mõõtmine siseindikaatoriga Siseindikaatorit kasutatakse silindriliste avade mõõtmiseks piirides 6...1000 mm ja sisepindade kujuhälvete määramiseks. Kui mõõtepiirkond on 100...160 mm, siis mõõtemääramatus on ± 0,02 mm. 1 liikuv mõõtevarb 6 soojusisolaator 2 survehoob 7 indikaatorkell 3 varras 8 indikaatori kinnituskruvi 4 toru 9 kere
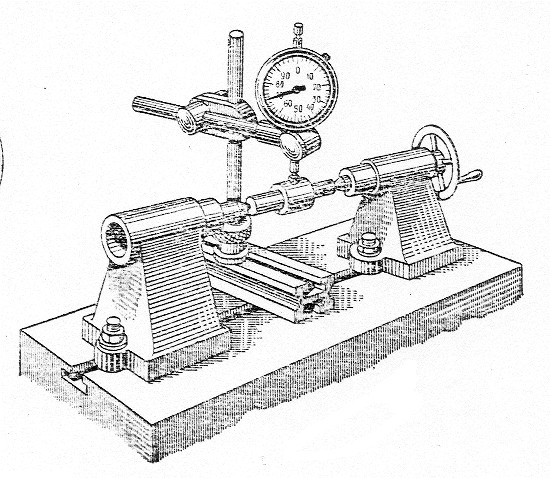
Harkkaliibri mõõtu seadmine. Töös arvutatakse etteantud mõõtme järgi piirmõõtmed ning seatakse reguleeritav harkkaliiber mõõtu. Võll läbimõõduga 33 m5, IT 5, mille piirhälbed: Es = +20 Ei = +9 Võlli piirmõõtmed: dmax = 33,020mm dmin = 33,009mm GO(läbiv) = dmax * 1,02 + 2 +30 =33,020 Not GO (mitteläbiv) = dmin 1,009 + 2 + 30 =33,009 Katses kasutasin harkkaliibrit ja mõõteplaate. 2. LABORATOORNE TÖÖ NR 8 Radiaalviskumise mõõtmine. Töös mõõdetakse kellindikaatoriga astmelise võlli radiaalviskumist erinevatel silindrilistel astmetel kasutades spetsiaalset mõõtestendi. Kasutasin nihkkaliibrit ja radiaalviskumise mõõdikut Sele 1. Tabel 1 Mõõtetulemused Aste Astme Indikaatori Indikaatori Radikaal Lubatud Täpsusaste
LABORATOORNE TÖÖ Õppeaines: TOLEREERIMINE JA MÕÕTETEHNIKA Transporditeaduskond Õpperühm: KMI 21 Juhendaja : lektor Juhan Tuppits Esitamisekuupäev Üliõpilase allkiri Õppejõu allkiri Tallinn 2015 Laboratoorne töö nr 1 Silindri siseläbimõõdu mõõtmine siseindikaatoriga. Detail nr 37. Töö käik: 1.Mõõdan silindri läbimõõdu nihikuga. Saadud mõõde on seade mõõde. 2.Valin sobiva liikumatu mõõtevarda, keeran selle mõõteriista keresse nii, et siseindikaatori silindrisse asetades näitab indikaator ühte täispööret. 3.Sean siseindikaatori seadmemõõtme nulli. 4.Mõõdan silindrit kolmest eri kohast, igas kohas kahes risti sihis ja kannan mõõtetulemused tabelisse. Mõõteskeem:
LABORATOORNE TÖÖ 3 Aukude sügavuse mõõtmine sügavuskruvikuga Sügavuskruviku otstarve ja ehitus Väikese läbimõõduga aukude ja kitsaste soonte sügavust saab mõõta nihikuga, mille skaala jaotuse väärtus on 0,1 mm või sügavuskruvikuga, mis on sellest 10 korda täpsem (0,01 mm). Sügavuskruviku M 100 mõõtepiirkond on 0...100 mm. Mõõtemääramatus on 1. ja 2. täpsusklassile vastavalt ±0,003 või ±0,005 mm. 1 käristi mutter
usaldatavusega 99% (930 MPa tabelist, kui kõvadus on 300 HB). 15 Tabel 11.Tööeategurite ZN väärtusi terastele (AGMA) NB! Juhul kui tugevustingimused pole täidetud, siis valida suurema piirväsimusega materjalid (teine karastuse tüüp ja suurem kõvadus) näiteks kõvaduse väärtus HRC 50 – 55 (induktsioonkarastus, pindkarastus vm) NB! Teostada mõlema hammasratta ja võlli liistliite arvutus (vt. arvutuste näited Moodle e-kursuse õppematerjalides).Teostada liistliite tugevuskontrolli muljumisele ja lubatavaks muljumispingeks valida [σc]=100 MPa. NB! Liistusoone põhja ja hamba jala vahekaugus peaks olema mitte vähem kui kahekordne moodul ehk näiteks 2xm = 2x4 = 8 mm. 4. Võllide esialgne projekteerimine ja sidurite valik Sisendvõlli eskiisi koostamine Võlli läbimõõt d1min (vt. joonis 8 arvutatakse tugevustingimusest väändele, võttes
..3 mm kaugusele, lülitatakse ettenihe välja ning jätkatakse treimist käsiettenihkega kuni piirikuni. Kasutatakse ka rullpiirikuid. Sisetreimisel saavutatakse läbimõõdu täpsus samal viisil kiu välistreimisel, st. mõõtes prooviläbimi järel nihikuga, kasutades ristettenihke limbi, supordi ristkelgu joonlauda või ristpiirikut. Ots - ja astmetreimine. Siseotsad ja -astmed treitakse astmetera abil ristettenihkega tooriku telje poole. Tera lõikeservanurk peab olema suurem kui 90". Astmelise ava täpsed sügavusmõõtmed saadakse pikiettenihke limbi või pikipiirikutega, st. samuti nagu astmelise võlli treimisel. Sisesoonte treimine. Täisnurksete sisesoonte treimiseks kasutatavate sooneterade tööosa kujundusgeomeetria on sama mis välistreimisel kasutatavatel.Sisesooneterad on kas tervikterad või koostatavad. Et treial ei näe sisesoone treimist, on väga tähtis kasutada piki ja ristiettenihke limbi või piirikuid.


















Kõik kommentaarid